
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
プラスチック製品の製造プロセスにおいて、金型キャビティを完全に充填することは、最終製品の品質を確保するための前提条件です。しかし、樹脂不足不良、いわゆるショートショット不良は頻繁に発生し、製品の構造および機能に直接的な影響を与えます。本記事では、SDE TECHが物理的および技術的な原因を詳細に分析し、現場運用段階からCAEシミュレーションによる最適化までの包括的な対策フローを提示します。
1. ショートショット不良とは何か?
不良対策プロセスを開始するにあたり、エンジニアは射出成形サイクルにおける本現象の物理的本質を正確に理解する必要があります。
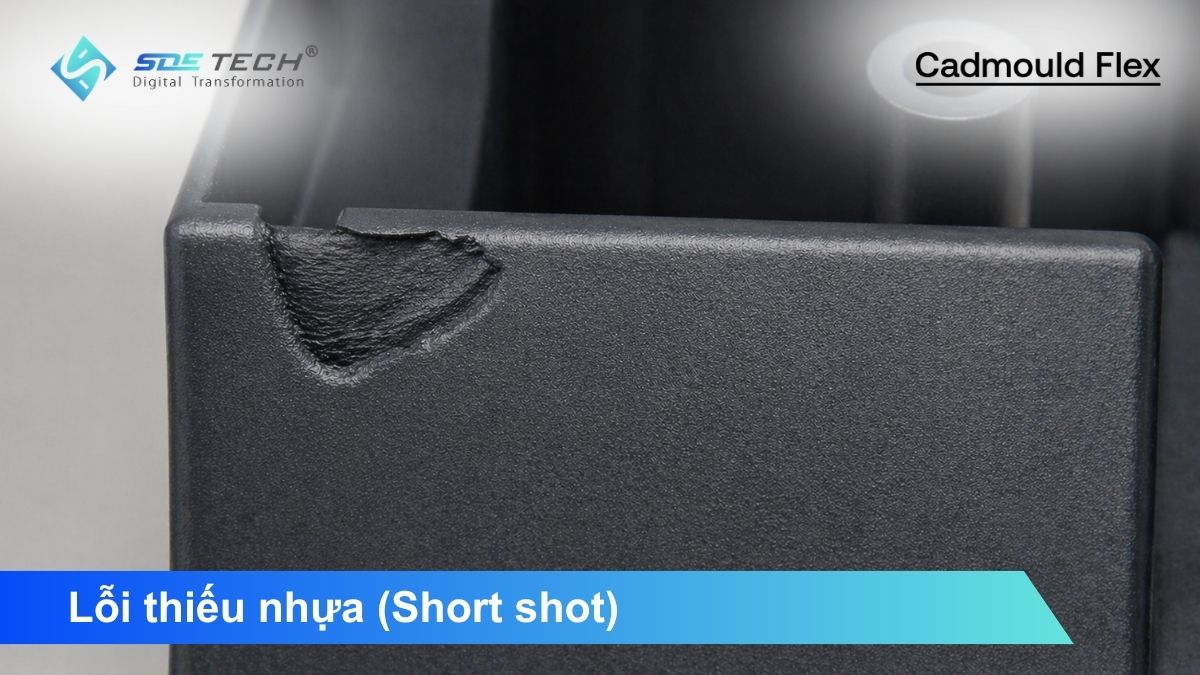
1.1. キャビティ未充填現象の定義
樹脂不足不良とは、溶融樹脂が固化する前に金型内部の空隙を完全に充填できない状態を指します。その結果、成形品は一部の体積が欠損し、初期設計に対して幾何学的に不完全な形状となります。技術的観点では、ショートショット不良は、金型内の流動抵抗が当該位置において機械が供給可能な射出圧力を上回る場合に発生します。
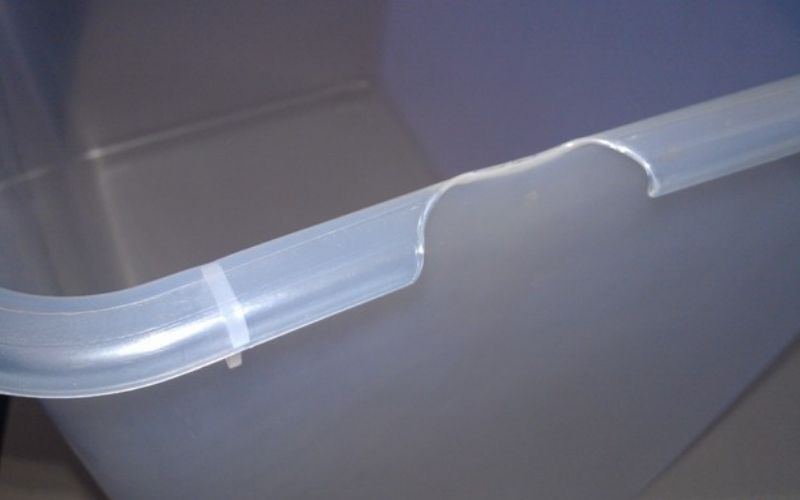
1.2. 製品上で頻繁に発生する箇所
実際の生産現場において、樹脂不足不良はランダムに発生するものではありません。一般的に、薄肉部、フローエンド部、または空気が十分に排出されない領域に集中して発生します。また、多数個取り金型においては、主ランナーから遠いキャビティで圧力低下が大きくなり、局所的に発生することがあります。
1.3. 生産進捗およびコストへの影響
樹脂不足不良が大量に発生すると、重大な経済的損失を引き起こします。まず、不良率の増加により原材料およびエネルギーの浪費が発生します。次に、機械調整や金型修正のための停止によりサプライチェーンが中断されます。さらに、ショートショット不良が顧客へ流出した場合、製品回収やブランド信用の毀損といった深刻なリスクに直面します。

2. ショートショット不良の代表的な5つの原因
樹脂不足不良の原因特定には、「機械・金型・材料」というシステム全体を俯瞰した視点が必要です。
2.1. 成形機パラメータによる影響
射出成形機は流動の主要な駆動源です。射出圧力(injection pressure)が不足している場合、樹脂は金型内の摩擦抵抗に打ち勝てず途中で停止します。また、射出速度が遅すぎると、樹脂が冷たい金型壁と長時間接触し、粘度が急激に増加して早期固化を引き起こします。さらに、射出ストローク設定不足や供給機構の不具合により、1サイクルあたりに必要な樹脂量が不足する場合も原因となります。
2.2. 温度による影響
温度はポリマーの流動性に直接影響を与えます。溶融樹脂温度が低い場合、分子鎖の運動が制限され、流動抵抗が増加します。同様に、金型温度が低い場合、金型表面と接触した樹脂が急速に固化し、流路断面が縮小することでショートショット不良を引き起こします。
2.3. 金型設計による影響
ランナーおよびゲート(gate)システムは金型の重要な構成要素です。流路が小さすぎる、またはゲート位置が不適切である場合、圧力損失が大きくなり、樹脂がキャビティ末端まで到達できません。また、多数個取り金型における流動バランス不良も、局所的なショートショット不良の主因となります。
2.4. 材料特性による影響
各種樹脂は異なるMFI(メルトフローレート)を有しています。PCなどのエンジニアリングプラスチックやガラス繊維強化樹脂は高粘度であり、PPやPEに比べて充填が困難です。製品肉厚に対して不適切な材料選定や収縮特性を考慮しない設計は、ショートショット発生リスクを高めます。
2.5. 排気システムの不足または閉塞
これは見落とされがちな要因です。樹脂がキャビティを充填する際、空気はベントを通じて排出される必要があります。しかし、ベント不足や樹脂カスによる閉塞があると空気が圧縮され、大きな逆圧が発生して樹脂の流動を阻害します。この現象は樹脂不足不良だけでなく、高温圧縮された空気による焼け(burn marks)も引き起こします。
3. 現場で迅速に対応するための対策
生産ラインでショートショット不良が検出された場合、以下の直接的な対策を適用することができます:
3.1. 射出圧力および速度の増加
最初の対応として、射出圧力を上げて樹脂をより遠くまで押し出します。同時に射出速度を上げることで、樹脂が金型壁と接触して冷却される時間を短縮し、充填性を向上させます。ただし、バリなどの副次不良を防ぐため、段階的な調整が必要です。
3.2. 温度条件の最適化
シリンダーの加熱ゾーンを確認し、材料メーカーの推奨条件に従った温度設定であることを確認します。また、金型温度を上げることで、樹脂がキャビティ内で液状状態を維持する時間を延ばし、薄肉部でのショートショットを改善できます。
3.3. 排気システムの清掃および供給機構の確認
金型のベント溝を定期的に点検し、専用洗浄剤で清掃します。また、ホッパーでのブリッジ現象(詰まり)がないか確認し、スクリューの逆流防止リングが正常に機能しているかもチェックする必要があります。
3.4. 射出ストロークの調整方法
1ショットあたりの樹脂供給量を再計算し、射出終了時に約5〜10mmのクッションを確保することで、保圧工程における圧力維持を可能にし、充填不足を防ぎます。
4. Cadmould Flexによる根本的解決策
問題発生後に対処するのではなく、Cadmould Flexによるシミュレーション技術を活用することで、設計段階からショートショット不良を未然に防止することが可能です。
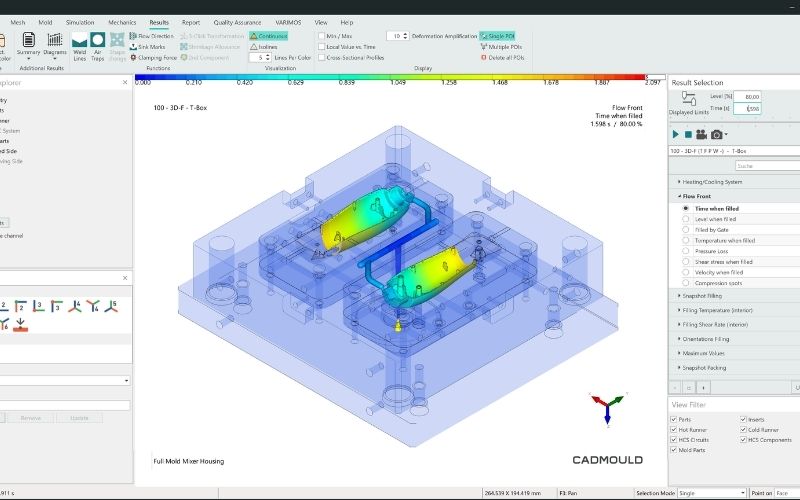
- 充填挙動のシミュレーションによる不良予測:Cadmould Flexは有限要素解析アルゴリズムを用いて、樹脂流動を高精度に再現します。充填時間分布を可視化することで、不良発生リスクの高い領域を特定できます。
- ゲート位置およびサイズの最適化:シミュレーションに基づき最適なゲート設計を導出し、実機試作なしで最適条件を決定可能です。
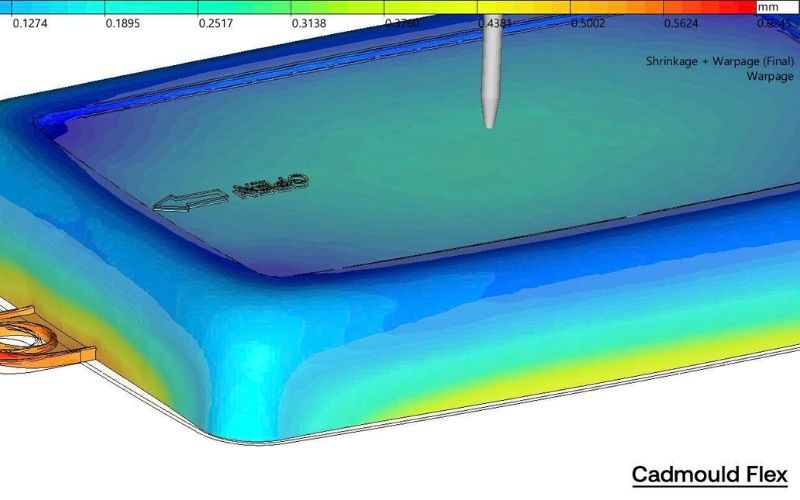
- 圧力および粘度の制御解析:材料データベースを活用し、温度やせん断速度による粘度変化を再現し、必要な射出圧力を正確に予測します。
- エアトラップの特定:空気滞留位置を可視化し、適切なベント設計を可能にします。
5. よくある質問
5.1. なぜ設定を変えていないのに充填状態が安定しないのか?
材料のばらつきや成形機の経年劣化による圧力制御精度の低下が原因である可能性があります。材料の均一性およびスクリュー逆止弁の状態を確認してください。
5.2. 金型の過熱はショートショットの原因となるか?
通常は金型温度が低すぎる場合に発生しますが、局所的な過熱によりエアトラップが発生し、結果として充填不良を引き起こす場合もあります。
5.3. Cadmould Flexの導入は時間がかかるか?
Cadmould Flexは最適化アルゴリズムにより高速に解析が可能です。実機での試行錯誤に比べ、短時間で高い投資効果を得られます。
ショートショット不良は単なる技術的問題ではなく、企業の品質管理能力を測る指標でもあります。原因の本質を理解し、Cadmould Flexのような先進的なCAE技術を活用することで、プロセスを主体的に制御し、生産効率を大幅に向上させることが可能です。SDE Techは、ベトナムにおける射出成形業界の最適化を支援する高度なCAEソリューションを提供し、お客様と共に歩み続けます。
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: –

