
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
金型加工および精密機械加工において、荒加工は加工サイクル時間の大部分を占める工程であり、工具に最も大きな負荷がかかる段階です。従来の荒加工方法では、工具が深いコーナー部や狭いキャビティに進入する際に負荷が急激に増加し、欠けや工具破損が発生するという課題がありました。この問題を根本的に解決するために、CimatronはVOLUMILL ROUGH技術を統合しました。これは世界最高水準の高効率荒加工ツールパス生成ソリューションであり、生産性において画期的な向上をもたらします。
1. CimatronにおけるVoluMill荒加工アルゴリズムの概要
Cimatronヘルプシステムの技術資料によると、VOLUMILL ROUGH機能はUHPT(Ultra High-Performance Toolpath)アルゴリズムに基づいて動作します。従来の輪郭に沿って平行移動するオフセット型ツールパスとは異なり、UHPTは材料の流動特性の動的解析に重点を置いています。
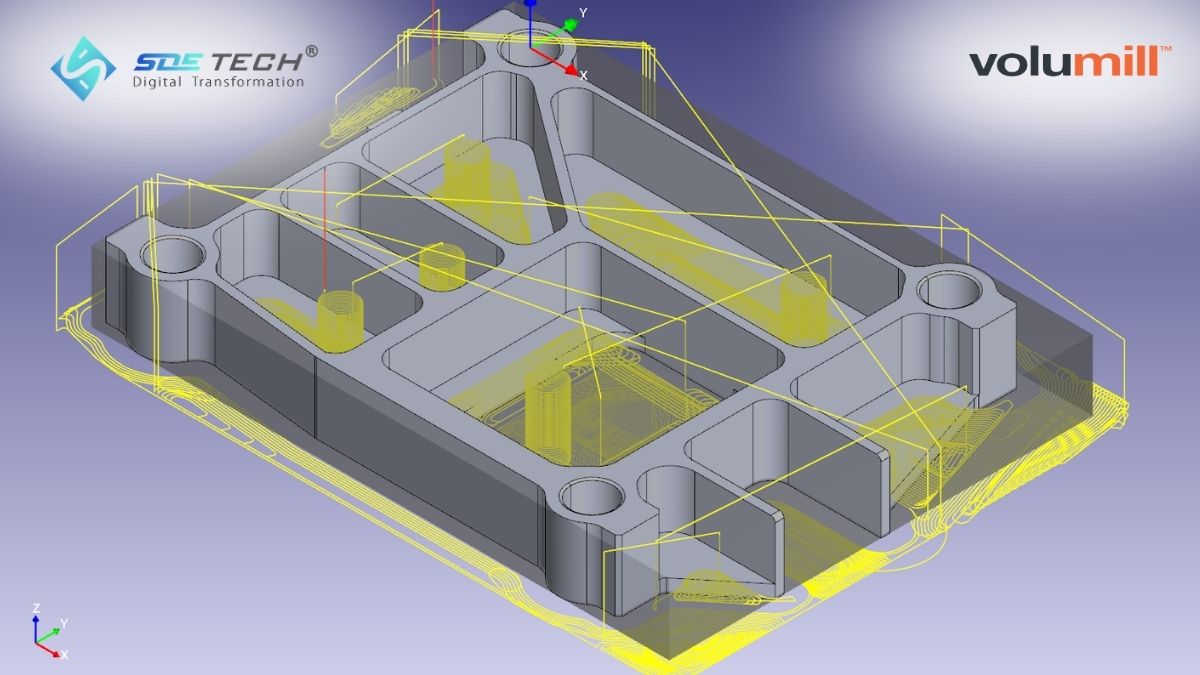
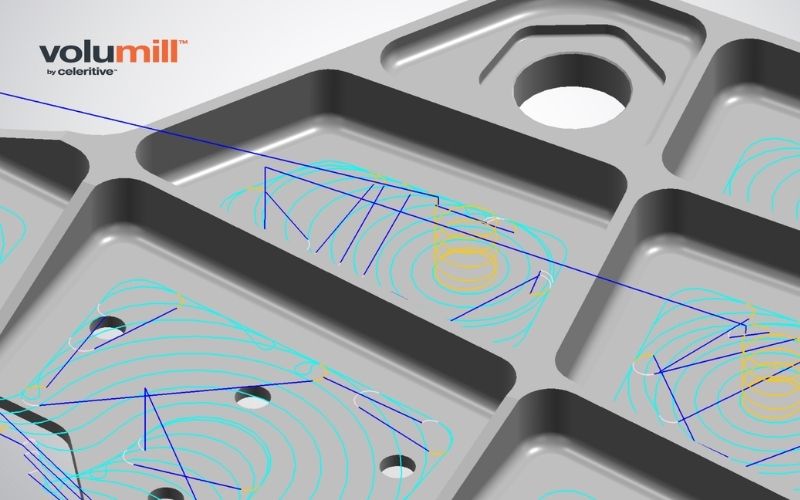
このアルゴリズムは、ワーク(Stock)形状と部品形状を継続的に解析し、滑らかで連続した曲線状のツールパスを生成します。急激な90度の方向転換を完全に排除することで、VoluMillはCNC機械の軸動作をスムーズにし、機械的振動を発生させることなく最大送り速度(Feedrate)を維持することを可能にします。
2. VoluMillツールパスの主要技術特性
VOLUMILL ROUGHが従来の荒加工手法より優れている理由は、以下の4つの技術的特徴にあります。
2.1. 一定工具負荷(Constant Tool Load)の維持
これはVoluMill技術の最も重要な要素です。ソフトウェアは工具と材料の接触角(StepoverまたはEngagement Angle)を厳密に制御します。直線加工でも狭いコーナー部でも、単位時間あたりの除去体積を一定に保つことで、熱負荷および機械負荷の急増を完全に防ぎます。
2.2. 接線駆動ツールパス(Tangency-driven Toolpaths)
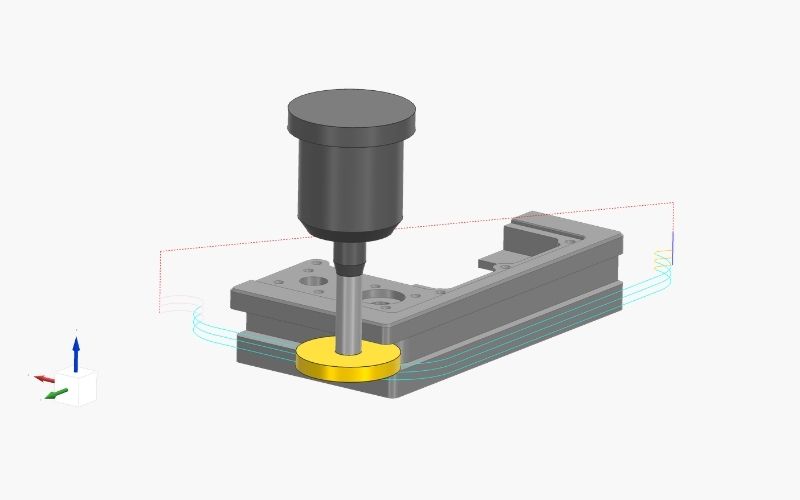
VoluMillのすべての進入(Entry)および退出(Exit)動作は滑らかな接線方向に従います。工具はヘリカルまたはランプ状にワークへ進入し、主軸に急激な負荷がかかる垂直突入を回避します。
2.3. 刃長全体の有効活用(Full Flute Length)
VoluMillでは、大きな軸方向切込み(Ap:工具径の2~3倍)と小さな径方向切込み(Ae)の組み合わせが推奨されます。これにより、エンドミルの全刃長が切削に関与し、従来のように先端部分だけに集中する摩耗を防ぎ、均一な工具寿命を実現します。
2.4. 材料除去率(MRR)の最適化
安定した工具負荷により、エンジニアは主軸回転数および送り速度を標準カタログ値を大幅に超えて設定できます。この組み合わせにより、MRR(Material Removal Rate)を最大化しつつ、安全性を確保できます。
VoluMillの基本原理:軸方向切込み(Ap)を増加させ、径方向切込み(Ae)を減少させ、送り速度(F)を上げる → 最大の加工効率と工具保護を実現。
3. CAM加工プロセスにおけるVoluMill荒加工の導入メリット
Cimatron環境においてVOLUMILL ROUGH戦略を導入することで、企業は直接的な経済的メリットを得ることができます。
- 加工速度および全体効率の向上:実績として、VoluMillは従来のポケット加工ツールパスと比較して荒加工のサイクルタイムを50〜70%短縮し、CNC機械の生産性を大幅に向上させます。
- 工具寿命の大幅な延長(Extended tool life):切削時に発生する熱の大部分が切りくずへと移動し効率的に排出されることに加え、切削負荷が均一に分散されるため、工具寿命は3〜5倍に延びる可能性があります。
- CNC機械への負荷低減(Reduced machine stress):滑らかなツールパスにより主軸ベアリングを保護し、X・Y・Z各軸の負荷を軽減することで、保守コストを削減し高価なCNC機械の寿命を延ばします。
4. VoluMill荒加工プロセスにおける基本設定手順
CimatronソフトウェアにおけるVOLUMILL ROUGH工程の設定は、以下の論理的なステップに従って標準化されています。
ステップ1:Part / Checkの設定:加工対象モデル(Part)を選択し、治具や位置決めピンなどの干渉防止領域(Check Surfaces)を定義してクラッシュを防止します。
ステップ2:ストック定義(Stock):初期材料形状(Initial Stock)または前工程の残り材(Remaining Stock)を定義します。VoluMillは残材が存在する領域のみを対象としてツールパスを生成し、無駄な空走時間を排除します。
ステップ3:工具選択(Tooling):適切なエンドミル(通常はフラットエンドミルまたはボールノーズミル)を選択します。ソフトウェアによる最適な軸方向切込み(Ap)計算のため、実効刃長を正確に設定する必要があります。
ステップ4:加工パラメータの設定(Machining Parameters):
- 標準切削条件:主軸回転数および送り速度を入力します。
- VoluMill固有の加工パラメータ設定:径方向ステップオーバー率(Ae)、各層の切削深さ(Ap)、ヘリカル工具進入角度、およびクリアランス(安全距離)を設定します。
5. CimatronにおけるVoluMill機能に関するよくある質問
VoluMillのUHPTアルゴリズムは従来の荒加工と何が違いますか?
従来の荒加工は固定された幾何形状に沿ってツールパスが生成されるため、工具がコーナー部に入る際にエンゲージメント角(Engagement Angle)が急激に増加し、切削負荷が一気に上昇して工具破損につながる可能性があります。一方、VoluMillのUHPTアルゴリズムは接触角に応じてツールパスを動的に収縮・拡張させることで調整し、工具にかかる負荷を常に一定に保ちます。
VoluMillはポケット加工や複雑なチャンネル加工に対応していますか?
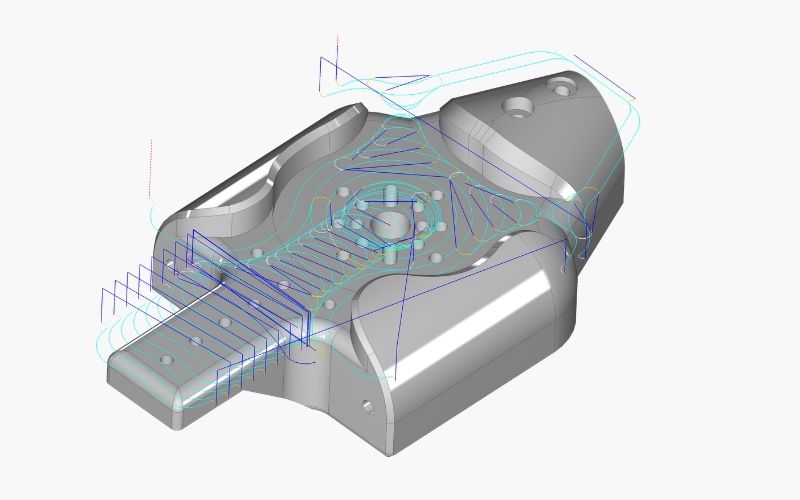
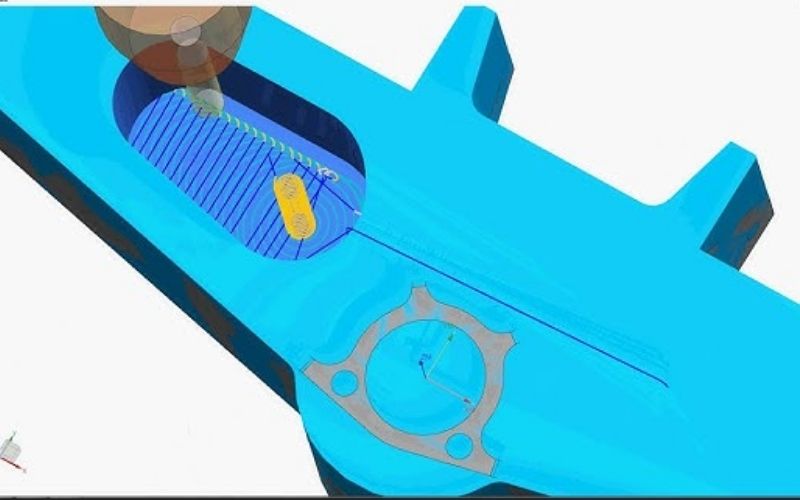
はい、非常に高い精度で対応可能です。深いポケットや狭い溝加工では、安全なヘリカルインターロード(螺旋状の工具進入)を使用し、その後滑らかな接線方向のツールパスで加工領域を拡張します。これにより切りくず排出性が大幅に向上し、チップ詰まりを防止します。これは深いキャビティ加工における工具破損の主要原因の一つです。
SDE TechはVoluMillの切削条件(S&F)最適化をサポートしていますか?
はい、完全に対応しています。SDE Techの技術エンジニアは、顧客へのソリューション導入時に、加工材料の硬度(SKD11、NAK80、アルミニウムなど)、実際の工具仕様、そしてCNC機械の剛性を基に、VoluMill荒加工に最適な送り速度(Feeds)と主軸回転数(Speeds)を計算・設定します。
CimatronにおけるVOLUMILL ROUGHの活用は、金型工場にとって荒加工生産性を最大200%向上させ、工具コストを削減し、市場競争力を高めるための重要なキー技術です。ぜひSDE Techまでご連絡いただき、専門的なコンサルティングと最新のCNC加工技術を実際の設備でご体験ください。
- ウェブサイト:sde.vn
- メール:sales@sde.vn
- ホットライン / Zalo:085 256 2615 – 0909 107 719
コンテンツ編集・加工元:Cimatron

