
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
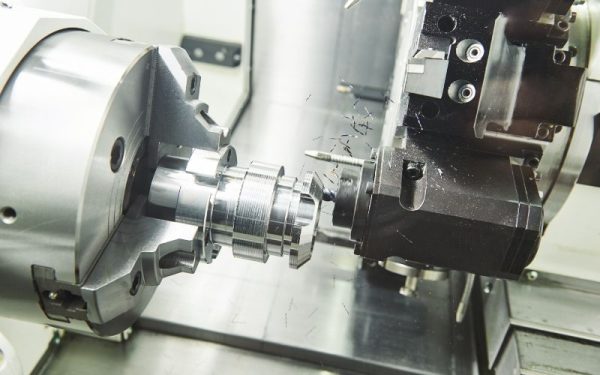
精密機械加工の分野において、切削工具の異常破損は最も大きな技術的リスクの一つです。エンドミルの早期破損という現象は、工具コストの増加だけでなく、突発的な機械停止、ワークの損傷、生産スケジュールの遅延といった深刻な影響を引き起こします。本記事では、SDE Techが工具性能が期待値に達しない根本原因を詳細に分析します。

1. エンドミルの早期破損を引き起こす主な原因の分析
すべての工具破損には技術的な要因があります。正しい原因の特定が、最適な加工プロセスを構築する第一歩です。
1.1 被削材に適していない工具選定
最も一般的なミスは工具選定の段階にあります。電子部品分野では、アルミ合金、銅、硬質プラスチックなど多様な材料が使用されます。材料特性に適合しないコーティングや刃先形状の工具を使用すると摩擦が増加し、化学的・機械的摩耗が急速に進行します。その結果、切削時の残留応力に耐えられずエンドミルの早期破損が発生します。
1.2 CNC切削条件の最適化不足
主軸回転数、送り速度、切込み量などの加工条件はプロセスの中核です。これらが工具の耐久限界を超える設定、あるいは送りが小さすぎて擦り(rubbing)が発生すると、発熱により工具構造が破壊されます。この負荷バランスの崩れが、加工中の工具破損の直接原因となります。
1.3 治具および工作機械の剛性不足
振動は工具寿命を著しく低下させます。クランプの剛性不足やホルダの芯振れにより、刃先への負荷が不均一になります。この繰り返し応力により微細な疲労亀裂が発生し、軽負荷条件でもエンドミルの早期破損を引き起こします。

2. 加工時の温度とクーラントの影響
切削中に発生する熱が適切に除去されない場合、工具の機械的特性は大きく変化します。
2.1 刃先の熱衝撃
高速加工において断続的な冷却は重大なミスです。急激な温度差により熱亀裂が発生します。これを防ぐには、クーラントを連続的かつ直接的に刃先へ供給する必要があります。
2.2 切りくず排出不良による詰まり
切りくずは熱を外部へ運ぶ役割を持ちますが、排出が不十分だと再切削が発生し、局所的な温度上昇と負荷増大を招きます。これが深溝加工などでのエンドミル破損の原因となります。

3. 工具保護におけるCAM技術の役割
データ駆動型加工への移行がリスク管理の鍵となります。
3.1 切削負荷を一定にするツールパス最適化
従来のツールパスではコーナー部で負荷が急増します。最適化されたツールパスにより負荷を一定化し、工具の過負荷による破損を防ぎます。
3.2 VoluMillソフトウェアの効果
SDE TechはVoluMillの活用を推奨しています。このHSM技術により滑らかなツールパスが生成され、工具寿命は2〜5倍向上し、破損リスクが大幅に低減されます。

4. 工具寿命延長と破損防止のための技術ガイド
高効率運用には細部までの管理が不可欠です。
4.1 振れと振動の管理
油圧ホルダや焼きばめホルダを使用し、芯振れを最小化することで負荷分散を実現し、工具破損を防ぎます。
4.2 コーティングと刃形の最適化
TiAlN、AlTiN、DLCなどのコーティングと刃形の適切な選択により、耐熱性と切削性能が向上します。
5. 工具管理に関する実践的ノウハウ
SDE Techは実務経験から重要な知見を蓄積しています。
5.1 工具寿命管理(Tool Life Management)
破損後ではなく事前交換を行うことでリスクを低減します。加工時間や加工個数に基づく管理が効果的です。
5.2 工場ごとの最適化提案
各工場に合わせた最適な切削条件を設定することが、問題解決の鍵となります。

6. よくある質問(FAQ)
6.1 送りを下げても工具が破損するのはなぜ?
送りが小さすぎると擦りが発生し、摩擦熱により工具が損傷します。適切なFz設定が重要です。
6.2 ツールパスの安全性を確認する方法は?
VoluMillなどのシミュレーションツールで切削負荷を分析し、ピーク負荷を確認します。
6.3 許容される芯振れは?
小径工具では0.005mm以下が理想です。0.01mmを超えると寿命が半減します。
エンドミルの早期破損は単なる技術問題ではなく、生産効率とコスト最適化の課題です。適切な工具選定、切削条件、CAM技術の活用により解決可能です。SDE Techにぜひご相談ください。
- Email: sales@sde.vn

