
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
高機能プラスチック射出成形業界において、製品表面品質の制御は、金型エンジニアおよび成形オペレーターにとって最も重要な課題の一つです。その中でも、外観品質および構造性能に深刻な影響を与える代表的な不良が「ヒケ(Sink Mark)」です。本記事では、SDE Techがヒケ不良(Sink Mark)について、物理的メカニズムから実務的な対策手法、さらにシミュレーション技術の活用による最適化までを詳細に解説します。

1. ヒケ(Sink Mark)とは何か?識別方法と特徴
製造不良を根本的に解決するためには、まず問題の正確な定義と本質的な理解が不可欠です。
1.1 表面ヒケ(Sink Mark)の定義
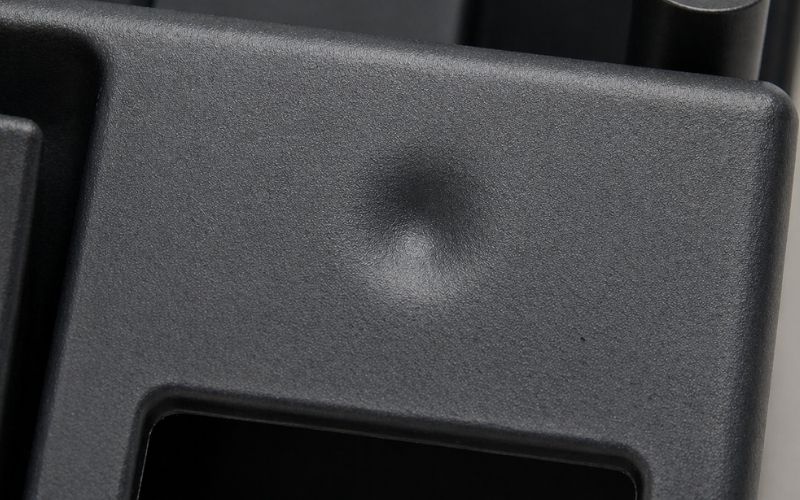
ヒケ不良(Sink Mark)とは、プラスチック製品の表面が局所的に陥没し、意図しない凹みが発生する現象を指します。この現象は主に、冷却過程における材料の不均一な収縮によって発生します。外層が先に固化する一方で、内部の高温領域が収縮を続けることで、表面が内側に引き込まれ、ヒケが形成されます。
1.2 現場でのヒケ不良の識別ポイント
実際の生産現場では、ヒケ不良は肉厚変化の大きい箇所に多く発生します。具体的には、リブやボスの裏面、または樹脂が集中する領域において、浅いまたは深い凹みとして観察されます。機械的な傷とは異なり、ヒケは表面が滑らかである一方、光の反射が歪むことで外観不良として顕在化します。
2. ヒケ不良の主な原因(4要因)
本現象の原因特定には、製品設計、金型設計、および成形条件の多角的な分析が必要です。
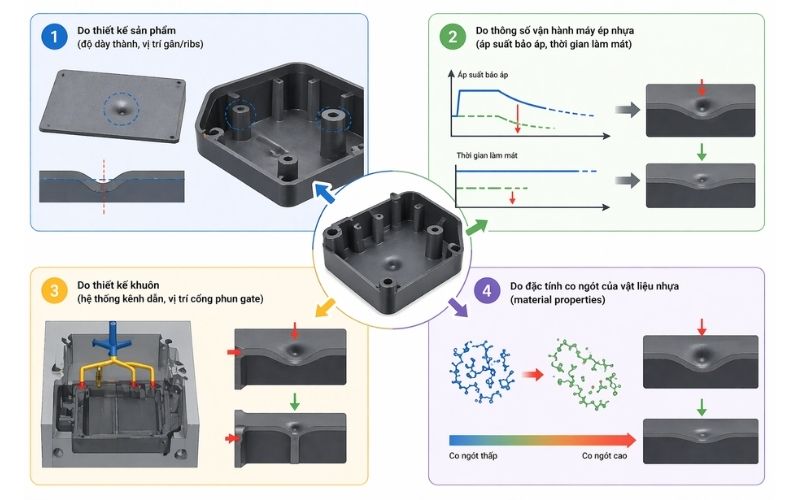
2.1 製品設計起因(肉厚・リブ設計)
最も一般的な原因は設計段階にあります。肉厚が過大または不均一な場合、熱集中が発生し、冷却速度に差が生じます。特にリブと主壁の接合部では冷却遅延が顕著となり、対向面にヒケが発生しやすくなります。
2.2 成形条件起因(保圧・冷却時間)
成形条件は収縮補償に直接影響します。保圧が不足、または保圧時間が短い場合、収縮分を補填できずヒケが発生します。また、樹脂温度が高すぎる、または冷却時間が不足すると、離型後も収縮が継続しヒケを誘発します。
2.3 金型設計起因(ゲート・ランナー)
ゲートサイズが小さい、または配置が不適切な場合、保圧工程中に早期凍結が発生し、樹脂補給が阻害されます。さらにランナーの不均衡は圧力分布の偏りを招き、局所的なヒケ不良の原因となります。
2.4 材料特性起因(収縮率)
材料ごとに収縮率は異なります。PP、PE、PAなどの結晶性樹脂は、ABSやPCなどの非晶性樹脂に比べて収縮率が高く、ヒケが発生しやすい傾向があります。材料変更時には設計および条件の再最適化が必要です。
3. ヒケと同時に発生しやすい成形不良
- 反り(Warpage): 不均一収縮により発生し、ヒケと同時に形状変形を伴う
- ショートショット: 条件調整により充填不足が発生する可能性
- ウェルドライン/焼け: 流動条件変化により副次的に発生
4. ヒケ不良の対策(現場対応)
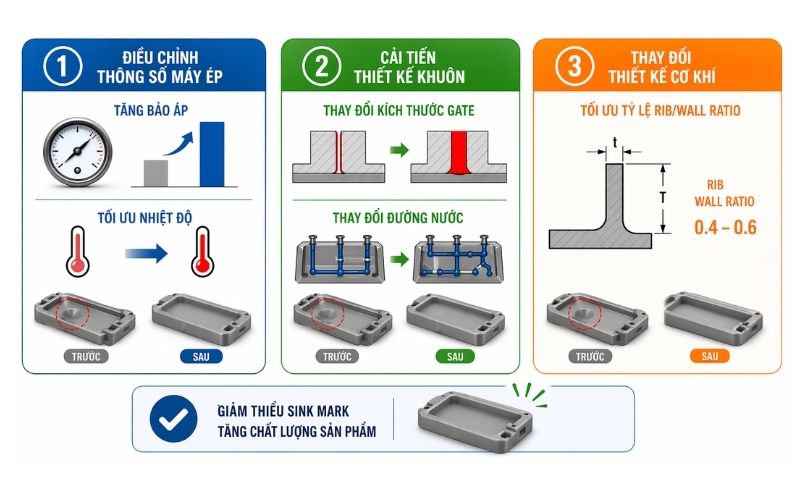
4.1 成形条件の最適化
保圧の増加および保圧時間の延長により収縮補償を行います。また、樹脂温度および金型温度の調整により総収縮量を抑制します。
4.2 金型改良
ゲートサイズの拡大や冷却回路の最適化により、圧力伝達および冷却効率を改善します。
4.3 設計最適化
リブ厚さは母材の40~60%以下に制限することで、ヒケ発生リスクを低減できます。
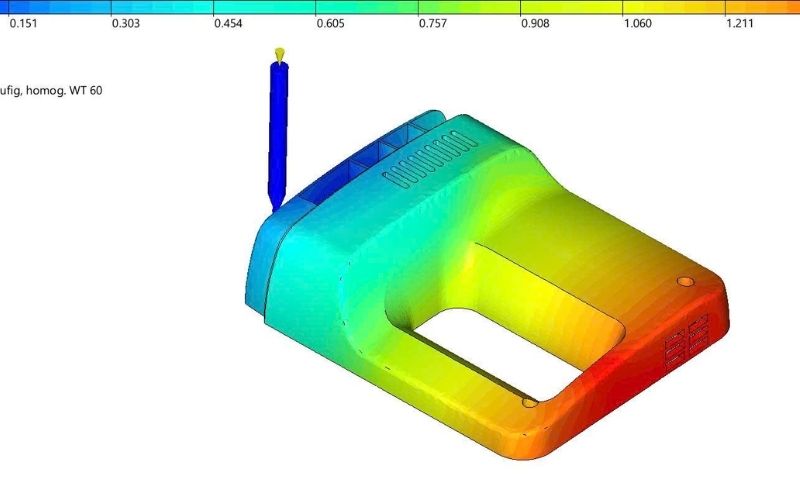
5. Cadmould Flexによる事前対策
Cadmould FlexのようなCAEツールを活用することで、設計段階から不良予測が可能となります。
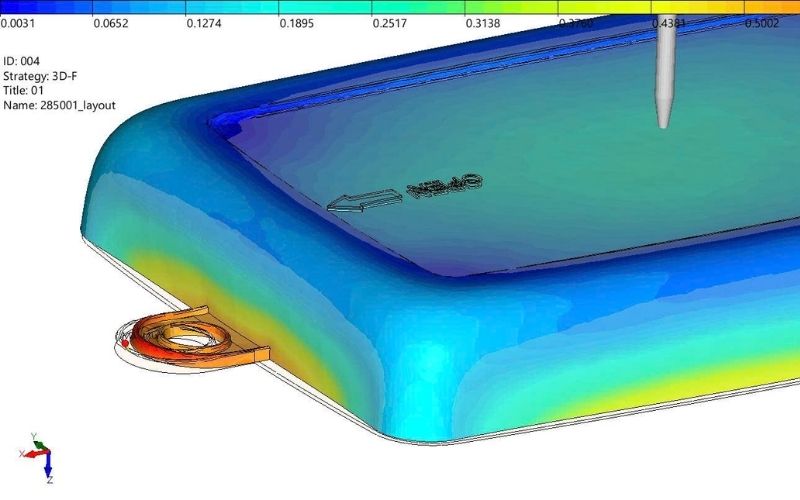
5.1 ヒケ発生位置の予測
流動解析および熱解析により、高リスク領域を可視化します。
5.2 収縮および冷却解析
材料ごとの収縮挙動を解析し、最適な冷却設計を支援します。
5.3 コスト削減
試作回数の削減により、リードタイム短縮およびコスト低減を実現します。
ヒケ不良は、設計・材料・成形条件の総合的な理解が求められる重要課題です。Cadmould Flexのような高度CAEツールを活用することで、初期段階からリスクを排除し、品質向上とコスト最適化を同時に実現できます。詳細についてはSDE Techまでお問い合わせください。
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615

