
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
精密プラスチック部品の製造工程では、わずか数マイクロメートルの寸法誤差でも製品が不良品となる可能性があります。収縮不良(Shrinkage)は自然な物理現象ですが、金型設計エンジニアにとって最も大きな課題の一つです。収縮の本質を正しく理解し、適切に制御することは、組立精度を確保するだけでなく、金型トライアルにかかるコストを大幅に削減することにもつながります。

1. プラスチック射出成形における収縮(Shrinkage)の本質
すべてのプラスチック材料は、溶融状態から固体状態へ変化する際に収縮します。これは、温度低下に伴う分子密度の変化によって生じる自然な現象です。
収縮率とは、金型キャビティ寸法と、完全に冷却された後のプラスチック部品寸法との差として定義されます。溶融樹脂が金型内に射出されると、ポリマー鎖は膨張します。その後、冷却過程で分子同士がより密に再配置され、占有空間が小さくなることで、製品全体の寸法が縮小します。
均一収縮(Uniform)と不均一収縮(Non-uniform)の違い
- 均一収縮(Uniform Shrinkage): 製品全体が同じ割合で収縮する現象です。これは、設計初期段階で金型キャビティ寸法を補正することで比較的容易に対応できます。
- 不均一収縮(Non-uniform Shrinkage): これは金型設計者にとって最も厄介な問題の一つです。製品内の各部位が異なる割合で収縮すると、深刻な形状変形を引き起こします。
不均一収縮は、反り変形(Warpage)不良の主な原因です。部品の一方の面がもう一方より大きく収縮すると、内部応力が発生し、表面が引っ張られてねじれや変形を引き起こします。 一方、ヒケ(Sink marks)は肉厚部で発生しやすく、内部の樹脂がさらに収縮することで、すでに固化した表面が内側へ引き込まれてしまう現象です。

2. 許容範囲を超える収縮不良を引き起こす4つの主要因
収縮(Shrinkage)を適切に制御するためには、以下の4つの要因が複合的に与える影響を理解する必要があります。
2.1. 材料特性:結晶性樹脂と非晶性樹脂
各樹脂材料には、それぞれ固有の「収縮特性」があります。
- 結晶性樹脂(Crystalline:例 PP、PE、PA): 分子鎖が規則正しく配列しているため、収縮率が非常に高く(通常1.5%~3%)、寸法変化が大きくなります。
- 非晶性樹脂(Amorphous:例 PC、ABS、PS): 分子構造が不規則に配列しているため、収縮率は低く、比較的安定しています(通常1%未満)。
2.2. 製品設計:肉厚(Wall Thickness)
肉厚の不均一は、不均一収縮を引き起こす最大の原因です。厚肉部は薄肉部より冷却速度が遅いため、厚肉部の樹脂はより長時間収縮を続けます。その結果、引張応力が発生し、製品変形の原因となります。
2.3. 金型設計:ゲート位置(Gate)と冷却システム
ゲート設計: ゲートが小さすぎる、または早期にゲートフリーズ(freeze)が発生すると、保圧がキャビティ内部まで十分に伝達されず、収縮分を補うための樹脂供給が不足します。
冷却システム: 金型プレート間、あるいはキャビティ内部の各領域間で温度差が存在すると、樹脂の固化タイミングが不均一になり、局所的な収縮不良を直接引き起こします。
2.4. 成形条件:保圧(Holding Pressure)と冷却時間
保圧が低すぎる、または保圧時間が短すぎる場合、収縮によって生じた空隙を埋めるための追加樹脂量が不足します。 一方で、金型温度が高すぎると冷却時間が長引き、最終的な収縮率がさらに増加する原因となります。

3. 実際の生産現場における収縮率の計算と制御方法
金型設計エンジニアは、必要なキャビティ寸法を決定するために、一般的に以下の式を使用します:
S = (Dm – Dp)/Dm X 100%
ここで:
- S: 収縮率 (%).
- Dm: 金型キャビティ寸法 (Mold dimension).
- Dp: 目標製品寸法 (Part dimension).
したがって、金型キャビティの設計寸法は次のように求められます: Dm = Dp/ (1-S).
急激な収縮を抑制するための射出成形条件調整のポイント
- 保圧を上げる: 追加の樹脂をキャビティ内へ送り込み、収縮による空隙を補います。
- 樹脂温度を下げる: 初期の熱膨張量を抑えることで、収縮量を低減します。
- 冷却時間を延長する: 製品が十分な剛性を持った状態で離型されるようにし、金型外での自由収縮を防止します。

4. Cadmould Flexによる高精度収縮予測および補正ソリューション
材料メーカーから提供される平均的な収縮データに依存する場合(これはしばしば大きな誤差を含みます)、Cadmould Flexは数値シミュレーションによって、より高精度な予測を可能にします。
- 12,500種類以上の材料ライブラリを活用: Cadmould Flexは、12,500種類以上の実在材料のPVT(圧力・体積・温度)データを統合しています。これにより、樹脂がさまざまな圧力・温度条件下でどのように挙動するかを高精度に計算できます。
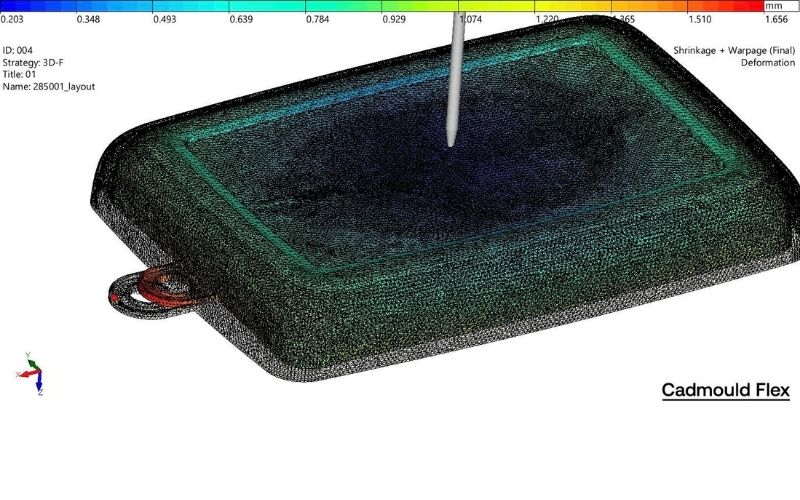
- 冷却プロセスのシミュレーションによる変形予測: 本ソフトウェアは、冷却および保圧工程を詳細にシミュレーションします。これにより、どの領域が最も大きく収縮するか、どこにヒケや反りが発生する可能性があるかを、金型加工前に事前に可視化できます。
- 金型キャビティの最適化(Unshrink機能): Cadmould Flexの特徴的な機能の一つが「逆解析」です。収縮解析結果をもとに、最終製品が設計寸法になるよう補正されたキャビティ形状(compensated geometry)を生成できます。これにより、収縮後でも図面通りの寸法精度を実現できます。
5. プラスチック製品の収縮不良に関するFAQ(Q&A)
なぜ金型寸法を補正しているのに、製品が不均一に収縮するのか?
これは金型内の温度差が主な原因です。冷却水路に近い領域は早く冷却され収縮が小さくなる一方で、遠い領域は冷却が遅く収縮が大きくなります。Cadmould Flexを使用することで、冷却システムのバランスを最適化し、均一な収縮を実現できます。
リサイクル樹脂使用時の収縮制御方法は?
リサイクル樹脂はメルトフローインデックス(MFI)が不安定であることが多いです。Cadmould Flexでは材料特性を調整してシミュレーションを行い、安全な成形条件範囲(プロセスウィンドウ)を特定することができます。
多個取り金型(マルチキャビティ)でも収縮計算は可能か?
可能です。Cadmouldは各キャビティ間の圧力バランスおよび樹脂流動を解析し、すべてのキャビティに均一な保圧が伝達されるようにします。その結果、全キャビティで均一な寸法精度を確保できます。
まとめ
収縮不良の制御は、経験と技術の両方が求められる高度なプロセスです。Cadmould Flexのようなシミュレーション技術と、SDE Techの専門エキスパートのサポートを組み合わせることで、製品精度を完全にコントロールし、無駄を削減しながら市場競争力を高めることができます。今すぐお問い合わせいただき、金型収縮問題の最適解を見つけてください。
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

