
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
プラスチック射出成形業界において、金型トライ(T1)の初回で完璧な製品を得ることは、すべてのエンジニアにとって究極の目標です。しかし現実には、それは容易ではありません。その中でも製品品質を大きく損なう代表的な不良の一つがエアトラップ(Air Traps)不良です。本記事では、このエアトラップの本質を深く分析し、シミュレーションソフトCadmould Flexが設計段階からいかにこの問題を根本的に解決するかを解説します。

1. エアトラップ(Air Traps)とは何か?
エアトラップ(Air Traps)は、溶融樹脂の流れが金型内を充填する過程で、空気または樹脂から発生するガスを包み込み、逃げ場のない状態で閉じ込めてしまう現象です。排気経路がないため、このガスは樹脂の流入圧力によって極めて高い圧力下に圧縮されます。
エアトラップによる主な不良現象:
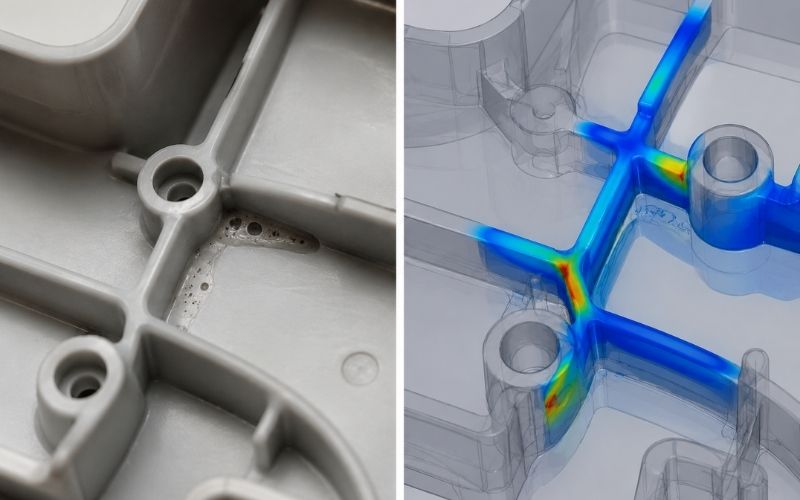
- 焦げ(バーンマーク:Burn Marks): ガスが過度に圧縮されることで局所的に温度が急上昇し(ディーゼル効果)、樹脂が焼損して黒色または褐色の焦げ跡が製品表面に発生します。
- ショートショット(Short Shot:充填不良): 閉じ込められたガスの圧力が障害となり、樹脂が金型キャビティの隅々まで充填できず、材料不足や形状欠損が発生します。
- 表面欠陥および気泡: 表面にざらつきや凹凸が生じたり、樹脂内部に気泡が残ることで、外観品質や美観が低下します。
- 構造強度の低下: エアトラップ発生部では樹脂流動の連続性が途切れるため、分子結合が弱くなり、外力に対して割れやすい弱点部位となります。
2. エアトラップが発生する原因
エアトラップを解決するためには、まずなぜ空気が外へ排出されないのかを理解する必要があります。主な原因は以下の4つに分類されます。
- 不適切なゲート設計(ゲート位置の問題): ゲート(成形品への樹脂流入口)の位置は、溶融樹脂の流動パターンを大きく左右します。ゲート配置が不適切な場合、樹脂が厚肉部を先に充填し、その後薄肉部を包み込むように流れることで、流動 фронт間に空気が閉じ込められ、エアトラップが発生します。
- 不十分な排気システム: 金型内部には必ず空気が存在します。排気溝(ベント)が小さすぎる、樹脂残渣で詰まっている、または流動末端(エンドオブフロー)に適切に配置されていない場合、空気の逃げ道がなくなり、キャビティ内に閉じ込められます。
- 肉厚の不均一性: 樹脂は一般的に厚肉部を優先的に速く流れる(レーストラック効果)特性があります。一方で薄肉部では流動が遅くなるため、この速度差によって流動フロントが不均一となり、空気が局所的に孤立してエアポケットが形成されやすくなります。
- 射出成形条件(プロセスパラメータ)の不適正: 射出速度が速すぎる場合、空気がベントから排出される前に樹脂が流れ込み、閉じ込められてしまいます。また、射出圧力が不足していると、樹脂が順序立ててキャビティを充填できず、結果として空気が残留する原因となります。

3. プラスチック射出成形工場における従来のエアトラップ対策方法
シミュレーション技術が普及する以前、金型エンジニアは実務経験に基づいてエアトラップを解決していました。以下は、現場で一般的に用いられてきた代表的な方法です。
3.1. 手作業によるベント加工(排気溝の研磨)
最も一般的な方法であり、試作成形品に現れる焼け跡を手がかりにエアトラップ位置を特定します。その後、ハンドグラインダーやフライス盤を用いて、パーティング面に微細な排気溝(通常0.01〜0.03mm程度、樹脂種類による)を加工します。 目的は空気を逃がしつつ、樹脂の漏れ(バリ発生)を防ぐことです。
3.2. 補助部品の使用(ベントピン・多孔質金属)
ベントピン(Vent Pins): 通常のエジェクタピンの一部を軽く研磨し、微細な隙間を作ることで空気を下方向へ排出します。
多孔質金属(Porous Metal): 金型内部の深い位置など、パーティング面で排気できない箇所では、Sintexなどの多孔質金属に置き換えることがあります。この材料は微細な孔構造を持ち、空気は通すが樹脂は通さない特性を持っています。
3.3. 射出成形条件の調整
エアトラップ発生時、オペレーターは以下のような調整を行います:
- 射出速度の低減:空気が逃げる時間を確保する
- 型締力の調整(低減):パーティング面に微小な隙間を作り排気を促進(ただしバリ発生リスクあり)
3.4. 追加穴の加工
非常に困難なケースでは、作業者はガスを排出するために、エアトラップが発生している正確な位置に金型の外殻を貫通する小さな穴を開けざるを得ません。しかし、この方法は製品表面にピン跡(ピンマーク)を残すことが多く、美観に悪影響を及ぼします。
従来手法の限界: これらの方法のほとんどは、金型加工が完了した後に行う「対症療法」にすぎません。金型鋼材への研磨や削り取りといった直接的な加工は、金型寿命を低下させるだけでなく、位置の特定を誤った場合には金型を永久的に損傷させるリスクも伴います。
3.5. Cadmould Flexによる事前シミュレーションの革新
試験に失敗した後の金型修正に何週間もかかり、数十万円規模のコストを費やす代わりに、Cadmould Flexは仮想環境上で充填プロセス全体を事前に可視化することを可能にします。
Cadmould Flexは、樹脂が金型キャビティ内へ流入する挙動をリアルタイムで高精度に再現します。また、空気が閉じ込められる可能性がある位置を、直感的なシンボルで正確にマーキングします。
- エアトラップ位置における圧力・温度解析:単に位置を示すだけでなく、Cadmould Flexはその箇所の圧力値や、温度がどの程度上昇するかも解析します。これにより、エアトラップが焼け(バーンマーク)につながるのか、それとも軽微な気泡欠陥にとどまるのかを事前に予測することが可能です。
- 高精度計算アルゴリズム:ドイツ製の高性能ソルバーにより、Cadmould Flexはインペラ、スマートフォン筐体、自動車部品など、極めて複雑な形状にも対応できます。これらの形状では樹脂流動が複雑に交差しやすく、エアトラップが発生しやすい条件となりますが、本ソフトウェアは高い精度で解析を実現します。
4. エアトラップ不良に関するよくある質問
排気溝(ベント)を設けたのに、製品がまだ焼けてしまうのはなぜですか?
エアトラップの実際の発生位置が、ベントを設置した場所と一致していない可能性があります。また、ベントが浅すぎる場合や樹脂残渣で詰まっている場合も、十分に排気できず焼け(バーンマーク)が発生します。Cadmould Flexを使用することで、樹脂流動の最終収束位置を正確に特定し、適切なベント位置を再設計することが可能です。
Cadmould Flexは特殊なエンジニアリングプラスチックにも対応していますか?
はい。Cadmouldの材料ライブラリには、世界中のサプライヤーから提供された数万種類の樹脂データが含まれています。ガラス繊維強化樹脂や耐熱樹脂など、成形時に多くのガスを発生させる材料にも対応しており、高精度な解析が可能です。
シミュレーションソフトを導入すると設計期間が長くなりませんか?
いいえ、むしろ全体の開発期間は短縮されます。物理金型の修正に2〜3週間かかる作業を、数時間のシミュレーションと設計修正で代替できるためです。その結果、金型完成後すぐに高品質な製品を生産できる状態を実現できます。
エアトラップ(Air Traps)は、適切な技術とデジタルシミュレーションを活用することで、もはや難しい課題ではありません。Cadmould FlexとSDE Techの技術サポートにより、樹脂流動を完全に制御し、品質と生産性の両立を実現することができます。
エアトラップを製造現場の課題として抱え続けるのではなく、成長の制約から解放されるために、ぜひSDE Techへご相談ください。Cadmould Flexによる最適なソリューションをご提案いたします。
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

