
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
精密機械製造において、ツールパスは設計図と実際の製品との間の重要な橋渡しである。適切な切削経路の設定は、加工精度を保証するだけでなく、企業の経済的効率にも直接影響を与える。本記事では、ツールパスの概念と、産業製造環境における切削経路最適化技術を分析する。
1. ツールパスの専門的概念とは何か
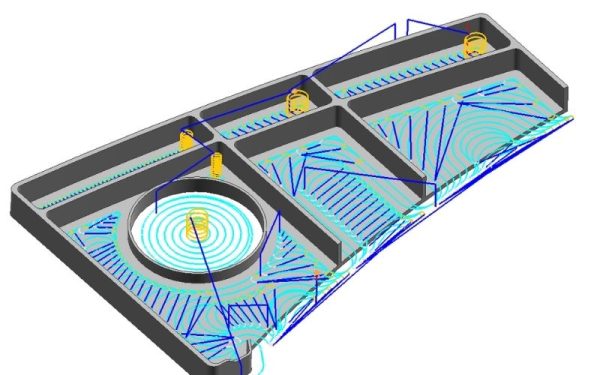
技術的な観点から、ツールパスは3次元空間における切削工具の座標データと動作制御命令の集合である。これはCAMソフトウェアでのプログラミング工程の出力であり、CNC機械が素材から切削して部品形状を形成する際の指示に用いられる。
正確なツールパスは、連続した点の連鎖で構成され、各点は座標値(X, Y, Z)と、送り速度、主軸回転速度、工具ベクトル方向などの補助パラメータを持つ。これらのデータは後処理装置(ポストプロセッサ)によってGコードに変換され、CNC制御装置が読み取り実行できるようになる。
2. ツールパスを構成するデータ要素
完全なツールパスを構成するために、ソフトウェアは複数のデータ層を統合する必要がある。ツールパスとは何かを研究する際には、以下の要素を分けて考える必要がある:
- 位置データ(Position data):工具中心または工具先端が通過すべき点の座標。
- 技術パラメータ(Technology parameters):切削速度(Cutting speed)や送り速度(Feed rate)を含み、材料に応じて最適化される。
- リンク動作(Link moves):異なる加工領域をつなぐ移動経路で、安全なリフトやワークへの接近を含む。
- ベクトルデータ(Normal vectors):工具と部品表面との接触角を決定する。特に複雑な形状加工や5軸加工において重要である。
これらの要素の設定が欠落したり誤っていたりすると、機械衝突、工具破損、または部品表面の重大な欠陥などのリスクにつながる。
3. CAMプログラミングにおける一般的なツールパス戦略の分類
形状の特徴や技術的要求に応じて、よく用いられるツールパスの種類は以下の通りである:
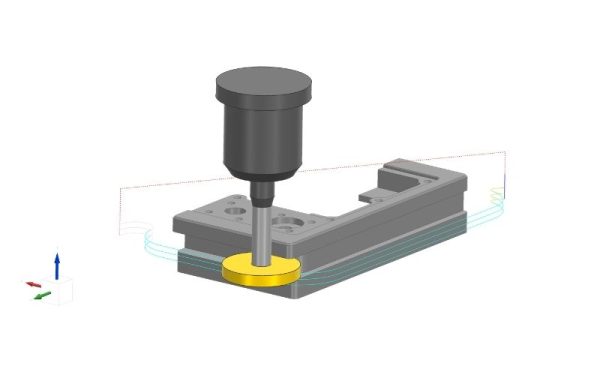
3.1 2Dおよび2.5Dツールパス戦略
平面形状や固定深さのポケット加工に適用されることが多い。この戦略では、工具は主にXY平面上を移動する。一般的な加工タイプには、ポケット加工(Pocketing)、フェーシング(Facing)、プロファイリング(Profiling)がある。基本的な形態であるが、2Dレベルでのツールパス最適化でも待機時間の大幅な削減効果が得られる。
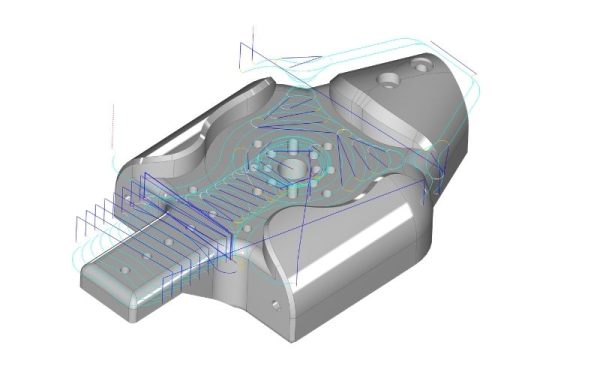
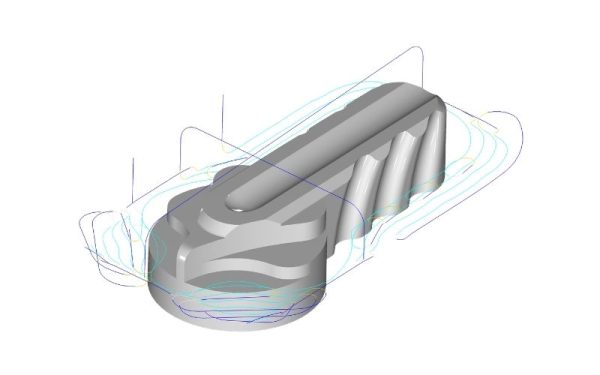
3.2 3Dツールパス戦略(サーフェス加工)
曲面や金型の加工時には、ソフトウェアは表面に沿ったツールパス(Contour)や平行移動のツールパス(Parallel)を生成する必要がある。表面精度はステップオーバー(Stepover:横方向工具移動距離)のパラメータに依存する。この距離が大きすぎると表面が粗くなり、小さすぎると加工時間が無駄に延びる。
3.3 高速加工ツールパス戦略(High-speed machining – HSM)
加工技術における大きな進歩である。HSMのツールパスは急角を避け、代わりに滑らかな円弧で移動して切削速度を安定させる。この技術により主軸への衝撃を減らし、工具の過熱を防ぐことができる。
4. なぜ企業は製造においてツールパスを最適化する必要があるのか?
ツールパスの最適化は、単に機械の動作を速めるだけではない。それは、設備総合効率(OEE)を向上させ、CNC加工を最適化するための総合的な戦略である。
- 工具への負荷軽減:合理的なツールパス戦略により、切りくずの厚みを安定させ、熱蓄積を抑え、工具寿命を延ばすことができる。
- 表面品質の向上:リードイン/リードアウトを最適化することで、跡や冷間加工の手間を減らす。
- CNC機械の保護:滑らかなツールパスは振動を減らし、主軸やボールねじシステムの摩耗を抑える。
- サイクルタイムの短縮:切削しない移動(Rapid moves)を最適化することで、部品ごとの加工時間を15~30%短縮できる。

5. ツールパス品質に影響を与える技術的要素
設計されたツールパスが実際の機械で効果的に動作するためには、以下の要素を考慮する必要がある:
- ソフトウェア許容差(Chordal deviation):数学的な曲線とCNC機械が移動する実際の直線のずれを指す。許容差が小さいほどツールパスは滑らかになるが、Gコードファイルの容量は大きくなる。
- 制御装置の処理能力(Look-ahead):最新のCNC機械は数百行の命令を事前に読み取り、曲がり角で速度を調整できる。ツールパスが複雑すぎて制御装置の処理が遅い場合、「スタッタリング(動作のぎくしゃく)」が発生する。
- 切りくず制御戦略:ツールパスは切りくずがスムーズに排出されるように設計する必要があり、切りくずの詰まりによる表面欠陥や工具破損を防ぐ。
SDE TECHは、Siemens NXやMastercamなど、世界トップレベルのソフトウェアソリューションを提供しており、最先端のツールパス計算技術を統合している。例えば、VoluMillやフィードコントロール(feedcontrol)技術により、工具接触角を一定に保ちながら高速なラフ加工用ツールパスを生成できる。
6. ツールパスに関するよくある質問(FAQ)
6.1 ツールパスとGコードの違いは何か?
ツールパスとは、CAM環境で計算される幾何学的および技術的データ(通常はCLデータ形式)である。一方、Gコードはポストプロセッサを通じてツールパスから出力される具体的なプログラミング言語であり、CNC機械が理解し実行できる形式である。
6.2 複雑な3Dツールパスを加工中にCNC機械がぎくしゃくするのはなぜか?
この現象は、座標点の密度が制御装置の処理能力(バッファ)を超えている場合や、プログラム許容差が小さすぎる場合に発生する。CAMソフトウェア内の平滑化フィルター(Smoothing filter)を最適化することで解決できる。
6.3 工具に悪影響を与えずに加工時間を短縮するには?
高速切削(HSM)やトロコイダルミーリング(Trochoidal milling)の戦略を採用するとよい。これらの方法は切削刃の長さを最大限に活用しつつ、工具への負荷を低く保ち、速度を上げながら安全性を確保できる。
ツールパスの概念とその運用方法を理解することは、あらゆる機械加工企業の生産能力向上の基盤である。高品質なCAMソフトウェアとツールパス最適化プロセスへの投資は、機械システムの持続性と製品品質への投資でもある。
SDE TECHでは、当社の専門チームが最新のCNC加工プログラミング技術の導入とコンサルティングを常にサポートしている。今日、ぜひお問い合わせいただき、製造最適化の目標を実現しよう。
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

