
 English
English Tiếng Việt
Tiếng Việt 한국어
한국어
プラスチック業界において、安定した射出成形製品の品質を維持することは大きな技術的課題です。製品の品質は単一の要因ではなく、材料と金型の相互作用によって決まります。さらに、機械の運転条件や生産環境も寸法精度に大きく影響します。これらの変数を厳密に管理することで、不良の発生を最小限に抑えることができます。
1. 射出成形における品質管理の重要性
射出成形製品の品質が確保されない場合、材料ロスの増加、納期の遅延、さらには企業の信頼低下といった直接的な影響が発生します。
高品質なプラスチック製品は、寸法精度、機械的強度、表面仕上げのすべてを満たす必要があります。そのためには、原材料準備から製品取り出しまでの全工程で厳格な管理が求められます。影響要因を正しく理解することで、反り、ヒケ、ウェルドラインなどの一般的な欠陥を未然に防ぐことが可能になります。
2. 射出成形プロセスに影響を与える要因
2.1 材料要因と製品への影響
材料は最も重要な入力要素であり、製品の物理的・化学的特性を直接決定します。PP、ABS、PC、PAなどのプラスチック材料は、それぞれ異なる加工課題をもたらします。
射出成形製品の品質を確保するためには、材料の純度と含水率を厳密に管理する必要があります。多くのエンジニアリングプラスチックは吸湿性が高く、乾燥が不十分な場合、溶融樹脂内に水分が残留し、シルバーストリークや内部気泡の原因となります。また、材料ごとに収縮率が異なるため、設計段階での寸法補正も重要です。
関連記事:射出成形とは?プラスチック製造プロセス
2.2 金型設計 ― 精度の基盤
射出成形機が動力であるならば、金型は製品形状を決定する「核心」です。不適切な金型設計は、機械調整だけでは解決できない品質問題の主な原因となります。
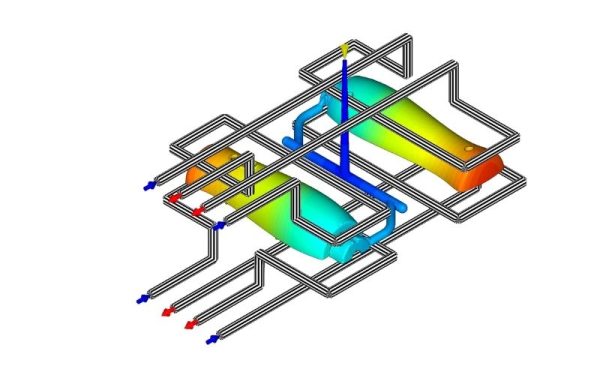
重要な設計要素には、ゲート、ランナー、ベント(排気)システムがあります。ゲート位置が不適切だと流動不均一が発生し、内部応力や反りの原因となります。特に冷却システムはサイクルタイムと寸法安定性に大きく影響します。不均一な冷却は収縮差を生み、変形を引き起こします。
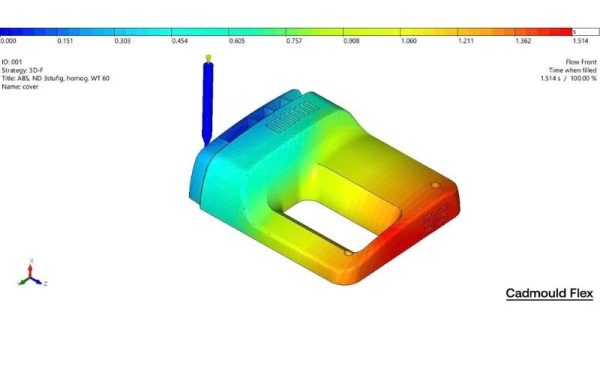
2.3 成形条件とプロセスの安定性
材料と金型が整った後、成形条件の設定が品質実現の鍵となります。射出成形は温度・圧力・時間のバランスで成り立っています。
- 溶融温度:低すぎるとショートショット、高すぎると材料劣化を引き起こします。
- 射出圧力・保圧:充填と収縮補償に関与し、不足するとヒケが発生します。
- 射出速度:速すぎると焼け、遅すぎるとウェルドラインが目立ちます。
これらの微小な変動でも、製品品質のばらつきに大きく影響します。
2.4 環境と人的要因の影響
見落とされがちな要因として、生産環境があります。温度や湿度は冷却速度や材料状態に影響します。
また、オペレーターの技術力も重要です。異常の早期発見には高度な専門知識が必要であり、体系的な品質管理(QC)が製品の安定性を支えます。
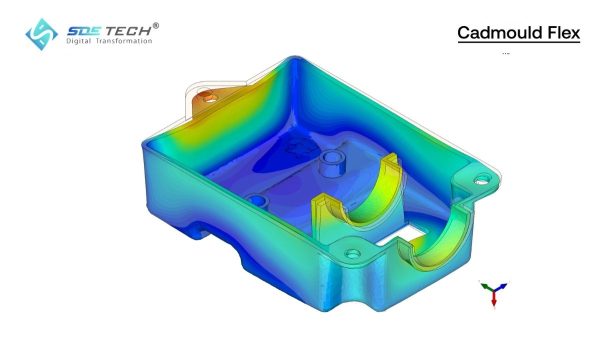
3. 品質向上のためのシミュレーション活用
試行錯誤による現場調整はコストと時間がかかります。現在では射出成形シミュレーションが主流となっています。
SDE TECHでは、Cadmould Flexなどのソリューションを提供し、充填挙動の可視化や欠陥予測を可能にします。設計段階でゲートや冷却系を最適化することで、初回トライから高品質を実現し、コスト削減に貢献します。
4. よくある質問(FAQ)
4.1 ヒケの対策は?
保圧と時間を増やし、冷却を改善することで対応可能です。
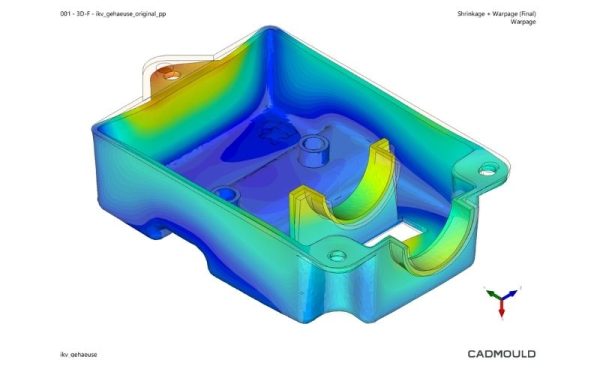
4.2 なぜ反りが発生するのか?
主に不均一な収縮が原因です。シミュレーションで原因特定が可能です。
4.3 ベントの重要性は?
非常に重要です。排気不足は焼けや内部欠陥の原因になります。
射出成形製品の品質を確保するには、材料・金型・条件・人の総合管理が不可欠です。先進技術の活用が競争力向上の鍵となります。
SDE TECHは、ソフトウェア提供だけでなく技術支援も行っています。ぜひお問い合わせください。
- Email: sales@sde.vn

