
 English
English Tiếng Việt
Tiếng Việt 日本語
日本語
Ngành công nghiệp ép phun nhựa đóng vai trò then chốt trong chuỗi cung ứng linh kiện điện tử, ô tô và hàng tiêu dùng. Tuy nhiên, việc duy trì sự ổn định của chất lượng sản phẩm là một thách thức không hề nhỏ đối với các kỹ sư khuôn mẫu. Hiện tượng phát sinh các lỗi thường gặp trong ép phun nhựa không chỉ gây lãng phí nguyên liệu, tăng chi phí sản xuất mà còn làm chậm tiến độ bàn giao đơn hàng. Bài viết dưới đây sẽ phân tích chi tiết các khiếm khuyết phổ biến và lộ trình khắc phục khoa học nhất.

1. Các lỗi ép phun nhựa thường gặp
Sự điền đầy (Filling) là giai đoạn quan trọng nhất trong chu kỳ ép phun. Bất kỳ sự mất cân bằng nào trong giai đoạn này đều dẫn đến những sai lệch về hình dáng vật lý của sản phẩm.
1.1. Lỗi thiếu liệu (Short Shot)
Lỗi thiếu liệu xảy ra khi dòng nhựa nóng chảy không thể điền đầy hoàn toàn các khoang khuôn trước khi đông đặc. Nguyên nhân chủ yếu do áp suất phun không đủ, nhiệt độ nhựa quá thấp hoặc hệ thống kênh dẫn thiết kế chưa tối ưu gây tổn thất áp suất lớn. Đây là một trong các lỗi thường gặp trong ép phun nhựa gây thiệt hại trực tiếp nhất vì sản phẩm không thể sử dụng được. Để khắc phục lỗi ép phun này, kỹ sư cần tính toán lại sự cân bằng của dòng chảy và kiểm tra lại vị trí đặt cổng phun (gate location).
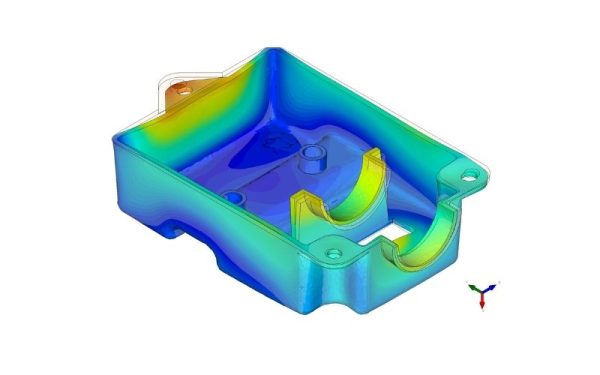
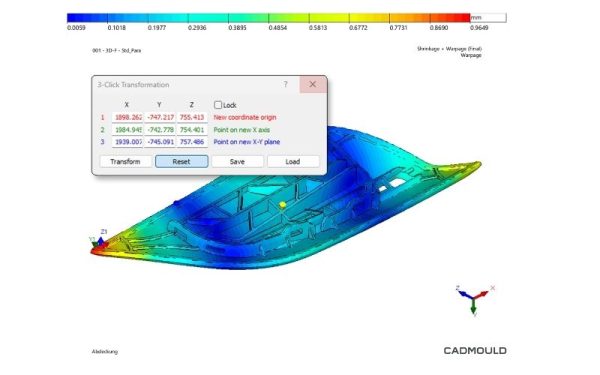
1.2. Lỗi sản phẩm bị cong vênh (Warpage)
Cong vênh là hiện tượng sản phẩm bị biến dạng so với thiết kế ban đầu sau khi làm nguội. Nguyên nhân cốt lõi là do sự co ngót không đồng đều giữa các vùng trong sản phẩm nhựa. Sự khác biệt về độ dày thành, tốc độ làm nguội tại các vị trí khác nhau trong khuôn dẫn đến ứng suất dư tích tụ. Việc kiểm soát lỗi cong vênh đòi hỏi sự can thiệp từ khâu thiết kế hệ thống làm mát (cooling system) và tối ưu hóa thời gian giữ áp (packing time).
1.3 Lỗi đường hàn (Weld Lines)
Đường hàn xuất hiện tại vị trí hai hay nhiều dòng nhựa nóng chảy gặp nhau sau khi đi qua các lõi hoặc chốt trong khuôn. Nếu nhiệt độ tại điểm tiếp xúc quá thấp, các dòng nhựa sẽ không liên kết hoàn toàn, tạo thành một vệt mờ hoặc rãnh nhỏ trên bề mặt. Đây là một trong các lỗi thường gặp trong ép phun nhựa khó xử lý nhất nếu không được tính toán vị trí cổng phun ngay từ đầu.
1.4 Lỗi vết lõm (Sink Marks)
Vết lõm thường xuất hiện ở các vị trí có độ dày thành lớn hoặc tại chân các gân (ribs) tăng cứng. Khi phần nhựa bên trong co ngót lúc làm nguội, nó sẽ kéo bề mặt sản phẩm lõm xuống do phần vỏ bên ngoài chưa kịp đông cứng hoàn toàn. Để giảm thiểu tình trạng này, doanh nghiệp cần đảm bảo độ dày thành sản phẩm đồng nhất và tối ưu hóa thông số áp suất giữ trong quy trình ép phun nhựa.
1.5 Lỗi bẫy khí (Air Traps)
Lỗi bẫy khí xảy ra khi dòng nhựa điền đầy khoang khuôn từ nhiều phía nhưng lại nhốt một lượng không khí vào giữa hoặc tại các góc cụt của khuôn. Lượng khí này bị nén lại, tạo ra các khoảng trống bên trong sản phẩm hoặc những lỗ nhỏ trên bề mặt. Đây là một trong các lỗi thường gặp trong ép phun nhựa khiến sản phẩm bị yếu đi về mặt kết cấu.
1.6 Lỗi cháy xém (Burn Marks)
Nếu lỗi bẫy khí không được xử lý, nó thường tiến triển thành lỗi cháy xém. Khi không khí bị nhốt và nén với áp suất cực lớn bởi dòng nhựa đang phun vào, nhiệt độ của khối khí này có thể tăng vọt lên đến mức làm cháy nhựa xung quanh (hiệu ứng Diesel). Dấu hiệu nhận biết là các vết đen hoặc nâu sẫm tại vị trí cuối dòng chảy.
1.7 Lỗi vết bạc (Silver Streaks)
Vết bạc là những vệt trắng nhỏ li ti xuất hiện dọc theo hướng dòng chảy của nhựa. Nguyên nhân chính của hiện tượng này thường do độ ẩm trong hạt nhựa chưa được sấy khô hoàn toàn, hoặc do nhiệt độ nhựa quá cao làm phân hủy nhẹ các chất phụ gia. Khi nhựa bị phun vào với vận tốc lớn, hơi nước hoặc khí phân hủy tạo thành các vệt khí kéo dài trên bề mặt. Đây là lỗi cực kỳ phổ biến trong gia công các loại nhựa kỹ thuật như ABS hay PC.
1.8. Lỗi bong tróc lớp (Delamination)
Bong tróc lớp là hiện tượng bề mặt sản phẩm nhựa bị tách ra thành từng lớp mỏng giống như vỏ hành. Nguyên nhân thường do có sự lẫn lộn giữa các loại nhựa không tương thích với nhau hoặc do việc sử dụng quá nhiều chất tách khuôn (mold release agents). Khi các lớp nhựa không thể liên kết hóa học bền vững, chúng sẽ dễ dàng bị tách ra dưới tác động cơ học nhẹ.
1.9 Lỗi tia (Jetting)
Lỗi tia xảy ra khi nhựa nóng chảy phun vào khoang khuôn với vận tốc quá cao qua một cửa phun (gate) nhỏ, tạo thành một luồng nhựa rắn lại trước khi khoang khuôn được điền đầy hoàn toàn. Kết quả là trên sản phẩm xuất hiện những đường vân ngoằn ngoèo như con rắn. Để xử lý, kỹ sư cần thiết kế lại cửa phun hoặc sử dụng tính năng tối ưu hóa trong Cadmould Flex để điều chỉnh lại bước chuyển đổi tốc độ phun (multi-stage injection speed), đảm bảo nhựa đi vào khuôn một cách ổn định và đồng nhất.
2. Hướng dẫn quy trình vận hành để giảm thiểu lỗi ép phun
Ngoài yếu tố thiết kế khuôn, sự chuyên nghiệp trong vận hành máy ép cũng đóng vai trò quan trọng trong việc duy trì chất lượng sản phẩm.
2.1 Kiểm soát nhiệt độ và độ ẩm vật liệu
Nhiều loại nhựa kỹ thuật có tính hút ẩm cao (như PA, PC, PET). Nếu không được sấy khô đúng cách, hơi nước sẽ tạo ra các vết bạc (silver streaks) hoặc bọt khí bên trong sản phẩm. SDE Tech khuyến nghị các nhà máy cần thực hiện quy trình sấy vật liệu nghiêm ngặt và kiểm tra nhiệt độ nhựa thực tế tại vòi phun để khắc phục lỗi ép phun một cách chủ động.
2.2 Bảo trì định kỳ hệ thống khuôn mẫu
Sự mài mòn của các tấm khuôn hoặc sự tắc nghẽn của các rãnh thoát khí (venting) sau một thời gian dài sử dụng thường dẫn đến lỗi cháy sém sản phẩm. Việc thiết lập lịch trình bảo trì, vệ sinh khuôn và kiểm tra độ kín khít của các bề mặt phân khuôn là điều kiện bắt buộc để hạn chế các lỗi thường gặp trong ép phun nhựa phát sinh do yếu tố cơ khí.
3. Giải pháp tối ưu hóa khuôn nhựa bằng phần mềm Cadmould Flex
Thay vì xử lý lỗi khi sản phẩm đã ra lò, SDE Tech mang đến giải pháp phòng ngừa lỗi ngay từ giai đoạn thiết kế thông qua công nghệ của SIMCON từ Đức.
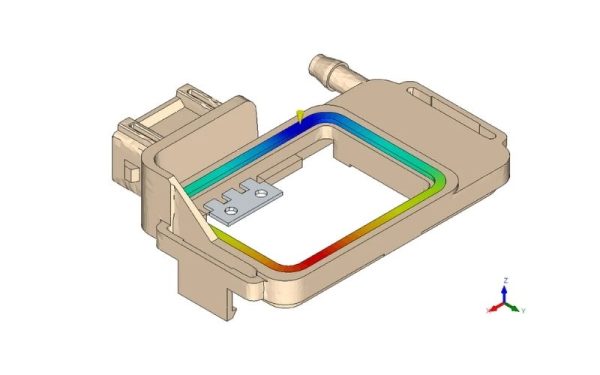
Cadmould Flex là công cụ mạnh mẽ cho phép các kỹ sư mô phỏng toàn bộ quá trình phun nhựa vào khuôn. Phần mềm cung cấp cái nhìn chi tiết về áp suất, nhiệt độ, thời gian điền đầy và hướng dòng chảy. Nhờ vào khả năng phân tích chính xác, người dùng có thể phát hiện sớm các lỗi thường gặp trong ép phun nhựa.
Điểm khác biệt giúp Cadmould Flex trở nên chuyên nghiệp và vượt trội chính là việc tích hợp các công nghệ đột phá:
- Công nghệ Varimos AI: Thay vì kỹ sư phải tự phỏng đoán, AI sẽ phân tích và đề xuất phương án thiết kế tối ưu nhất (về kích thước cổng bơm, vị trí kênh dẫn…) nhằm đạt được mục tiêu chất lượng cao nhất với chi phí thấp nhất.
- Phân tích chu kỳ nhiệt 3D chuyên sâu: Nhờ thuật toán 3D-F, việc mô phỏng hệ thống kênh làm mát trở nên trực quan và chính xác tuyệt đối. Nhiệt độ khuôn được phân bổ đồng nhất, giúp triệt tiêu tận gốc các nguyên nhân gây ra lỗi cong vênh (warpage) và vết lõm (sink marks).
Doanh nghiệp có thể tự tin cắt giảm tối đa số lần thử khuôn (mold trials), tiết kiệm hàng ngàn USD chi phí vận hành và vật liệu, đồng thời rút ngắn đáng kể thời gian đưa sản phẩm ra thị trường (Time-to-market).
4. Các câu hỏi thường gặp về lỗi ép phun nhựa
Dưới đây là phần giải đáp các thắc mắc chuyên sâu dành cho bộ phận kỹ thuật để xử lý nhanh các vấn đề tại hiện trường sản xuất.
4.1 Tại sao sản phẩm của tôi bị cháy đen (Burn Marks) ở vị trí cuối dòng chảy?
Đây là hiện tượng “hiệu ứng diesel”. Khi không khí trong khuôn không kịp thoát ra ngoài qua các rãnh thoát khí (venting), nó bị nén lại bởi dòng nhựa với áp suất cực cao, dẫn đến tăng nhiệt độ đột ngột và làm cháy nhựa. Cách xử lý là kiểm tra và bổ sung rãnh thoát khí tại vị trí đó hoặc giảm tốc độ phun ở giai đoạn cuối.
4.2 Việc sử dụng nhựa tái chế có làm tăng các lỗi thường gặp trong ép phun nhựa không
Có. Nhựa tái chế thường có chỉ số chảy (MFI) không ổn định và chứa tạp chất. Điều này dễ dẫn đến lỗi thiếu liệu hoặc lỗi bề mặt. Khi dùng nhựa tái chế, cần kiểm soát kỹ tỷ lệ pha trộn và thường xuyên tinh chỉnh lại chế độ cắt CNC (nếu có liên quan) hoặc chế độ nhiệt của máy ép.
4.3 Phần mềm Cadmould Flex có thể mô phỏng được các loại nhựa đặc biệt không?
Có, Cadmould Flex sở hữu thư viện vật liệu khổng lồ với hơn 10.000 loại nhựa từ các nhà sản xuất hàng đầu thế giới. Phần mềm có thể mô phỏng chính xác đặc tính của nhựa kỹ thuật, nhựa pha sợi thủy tinh, nhựa chịu nhiệt, giúp bạn dự đoán trước mọi hành vi của dòng chảy.
Nhận diện và xử lý các lỗi thường gặp trong ép phun nhựa là một hành trình cải tiến liên tục. Trong kỷ nguyên sản xuất thông minh, việc dựa vào cảm quan hay kinh nghiệm cá nhân là chưa đủ. Doanh nghiệp cần trang bị những công cụ phân tích hiện đại như Cadmould Flex để biến những rủi ro tiềm ẩn thành các thông số có thể kiểm soát được.
Liên hệ SDE Tech ngay hôm nay để nhận tư vấn về giải pháp mô phỏng ép phun nhựa và nhận bản dùng thử Cadmould Flex!
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

