
 English
English Tiếng Việt
Tiếng Việt 日本語
日本語
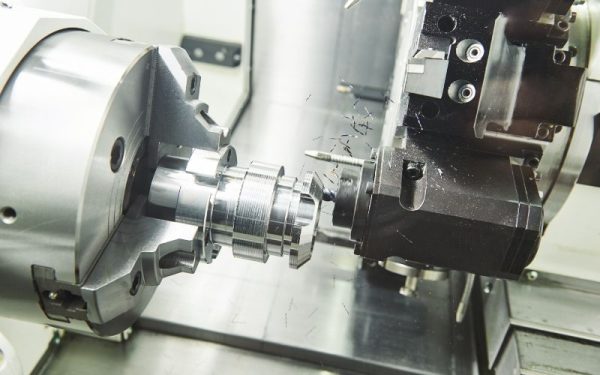
정밀 기계 가공 분야에서 절삭 공구의 비정상적인 파손은 가장 큰 손실을 초래하는 기술적 리스크 중 하나입니다. 밀링 커터가 빠르게 파손되는 현상은 단순히 공구 비용 증가에 그치지 않고, 갑작스러운 장비 정지, 공작물 손상, 그리고 생산 일정 차질과 같은 연쇄적인 문제를 유발합니다. 본 SDE Tech의 글에서는 절삭 공구가 기대한 성능을 발휘하지 못하는 근본적인 원인을 상세히 분석합니다.

1. 밀링 커터가 빠르게 파손되는 주요 원인 분석
각 공구 파손에는 특정한 기술적 원인이 존재합니다. 정확한 원인을 파악하는 것은 가공 공정을 재정립하기 위한 첫 번째 단계입니다.
1.1. 공작물 재질에 적합하지 않은 절삭 공구 선택
가장 흔한 오류는 밀링 커터 선택 단계에서 발생합니다. 전자 산업에서는 PCB나 외장 부품에 알루미늄 합금, 구리, 엔지니어링 플라스틱과 같이 다양한 특성을 가진 소재가 사용됩니다. 만약 공구의 코팅이나 절삭 각도가 공작물의 경도와 맞지 않으면 마찰이 급격히 증가하게 됩니다. 이러한 불일치는 화학적·기계적 마모를 빠르게 유발하며, 절삭 중 발생하는 잔류 응력을 견디지 못해 밀링 커터가 쉽게 파손됩니다.
1.2. 최적화되지 않은 CNC 절삭 조건 설정
주축 회전 속도, 이송 속도, 절삭 깊이와 같은 운전 조건은 가공 공정의 “심장”과도 같습니다. CNC 절삭 조건이 공구 재질의 강도 한계를 초과하도록 설정되거나, 반대로 이송이 너무 작아 공구가 미끄러지며(rubbing) 열이 발생하면 공구 구조가 손상됩니다. 절삭력과 공구 몸체의 하중 지지 능력 간의 불균형은 가공 중 공구가 갑작스럽게 파손되는 직접적인 원인이 됩니다.
1.3. 고정 시스템 및 공작기계의 안정성 부족
진동은 공구를 가장 빠르게 손상시키는 요소입니다. 고정 장치의 강성이 부족하거나 콜릿(툴 홀더)의 동심도가 맞지 않으면 절삭력이 각 날에 고르게 분포되지 않습니다. 이러한 반복적인 하중 변화는 미세 피로 균열을 발생시키며, 비교적 낮은 부하 조건에서도 밀링 커터가 갑작스럽게 파손되는 원인이 됩니다.

2. 가공에서 온도와 냉각 시스템의 영향
절삭 과정에서 발생하는 열이 적절히 방출되지 않으면 절삭 공구의 기계적·물리적 특성이 크게 변화하게 됩니다.
2.1. 절삭날 표면의 열 충격 현상
고속 가공에서 간헐적인 냉각은 매우 위험한 실수입니다. 고온의 절삭 영역과 차가운 절삭유 사이의 급격한 온도 차이는 열 균열을 유발합니다. 공구 파손을 줄이기 위해서는 절삭유가 절삭날과 공작물의 접촉 지점에 직접적이고 지속적으로 공급되어야 하며, 증기막 형성으로 인해 냉각이 방해되는 현상을 방지해야 합니다.
2.2. 칩 배출 불량으로 인한 공구 걸림 현상
칩(chip)은 절삭 과정에서 발생한 열을 외부로 전달하는 주요 매개체입니다. 그러나 공구 경로 설계가 원활한 칩 배출을 보장하지 못하면, 칩이 공구와 공작물 사이에 끼이게 됩니다. 이러한 “칩 재절삭” 현상은 순간적인 절삭력 증가와 국부적인 온도 상승을 유발하며, 특히 슬롯 가공이나 깊은 포켓 가공에서 밀링 커터가 빠르게 파손되는 주요 원인이 됩니다.

3. 절삭 공구 보호에서 CAM 기술의 역할
전통적인 가공 방식에서 데이터 기반 가공으로의 전환은 리스크를 효과적으로 제어하는 핵심 요소입니다.
3.1. 절삭력 제어를 위한 공구 경로 최적화
기존의 공구 경로는 코너 구간에서 공구의 접촉 각도가 급격히 증가하여 절삭력이 순간적으로 상승하는 문제가 있습니다. 최신 알고리즘을 활용한 공구 경로 최적화는 가공 전 과정에서 일정한 하중을 유지하도록 도와줍니다. 이는 절삭날을 보호할 뿐만 아니라 장비의 진동을 줄이고, 과부하로 인한 공구 파손을 효과적으로 방지합니다.
3.2. VoluMill 소프트웨어와 실제 효과
SDE Tech는 현재 가장 진보된 고속 가공(HSM) 기술 중 하나인 VoluMill 소프트웨어의 적용을 권장합니다. VoluMill은 급격한 방향 전환을 피하고 부드러운 절삭 경로를 생성하여 최적의 절삭 속도를 유지합니다. 실제 적용 사례에서는 공구 수명이 2~5배까지 향상되었으며, 예기치 않은 공구 파손 위험을 크게 감소시키는 효과가 입증되었습니다.

4. 공구 수명 연장 및 파손 최소화를 위한 기술 가이드
전문적인 가공 공정은 각 준비 단계에서의 세밀한 관리가 이루어질 때 최고의 효율을 달성할 수 있습니다.
4.1. 시스템의 런아웃(runout) 및 진동 제어
유압 척(hydraulic chuck)이나 열수축 척(shrink fit holder)과 같은 고정밀 툴 홀더를 사용하여 동심도를 확보해야 합니다. 공구가 정확한 중심을 기준으로 회전할 때 절삭력이 모든 날에 균등하게 분배되어 특정 날에 과부하가 걸리는 것을 방지하고, 그로 인한 밀링 커터 파손을 줄일 수 있습니다.
4.2. 코팅 및 공구 형상 선택 전략
TiAlN, AlTiN, DLC와 같은 다양한 코팅은 각각 다른 내열 특성을 가지고 있습니다. 공구의 코팅과 절삭날 형상(나선각, 날 수)을 적절히 조합하면 하중 분산과 열 배출을 최적화할 수 있습니다. 이는 고부하 가공 환경에서도 공구의 안정성을 유지하는 데 핵심적인 요소입니다.
5. 절삭 공구 관리에 대한 실무 경험
전자 제조 기업들과의 오랜 협업을 통해 SDE Tech는 절삭 공구 관리에 있어 중요한 인사이트를 축적해 왔습니다.
5.1. 공구 수명 관리 (Tool Life Management)
공구가 파손된 이후에 교체하는 방식은 비효율적입니다. 실제 절삭 시간이나 가공 부품 수를 기준으로 한 공구 수명 관리 시스템을 구축하는 것이 효과적인 리스크 관리 방법입니다. 선제적인 공구 교체는 공작물을 보호할 뿐만 아니라, 공구 파손으로 인해 발생할 수 있는 CNC 스핀들의 잠재적 손상도 예방할 수 있습니다.
5.2. 공장별 맞춤형 솔루션 컨설팅
SDE Tech는 모든 가공 현장에 동일한 해법이 적용될 수 없다고 봅니다. 각 공장의 장비, 소재, 기술 요구사항을 면밀히 분석하여 최적의 CNC 절삭 조건을 제안합니다. 심층적인 엔지니어링 역량과 첨단 지원 도구의 결합만이 밀링 커터의 빠른 파손 문제를 근본적으로 해결할 수 있는 방법입니다.

6. 밀링 커터 파손 관련 자주 묻는 질문(FAQ)
다음은 SDE Tech가 엔지니어 및 가공 공장 운영자들로부터 자주 받는 질문들을 정리한 내용입니다.
6.1 이송 속도를 줄였는데도 공구가 여전히 빨리 파손되는 이유는 무엇입니까?
이송 속도를 지나치게 낮추는 것은 오히려 역효과를 낼 수 있습니다. 이송량이 절삭날의 날카로움에 비해 너무 작으면 공구가 공작물을 절삭하지 않고 표면 위를 미끄러지게 됩니다. 이로 인해 마찰과 열이 급격히 증가하고, 공작물 표면이 경화되며 절삭날 마모가 가속되어 결국 열로 인한 공구 파손이 발생합니다. 따라서 Feed per Tooth(Fz) 값을 점검하여 공구가 실제로 절삭 작용을 하고 있는지 확인해야 합니다.
6.2 현재 공구 경로가 공구에 안전한지 어떻게 확인할 수 있습니까?
가장 효과적인 방법은 VoluMill과 같은 절삭력 분석 및 시뮬레이션 소프트웨어를 사용하는 것입니다. 이러한 도구는 가공 전 과정의 절삭력 변화를 그래프로 분석해 줍니다. 그래프에서 급격한 피크(Spikes)가 나타나는 구간은 공구 파손 위험이 높은 지점으로 판단할 수 있습니다.
6.3 공구 손상을 방지하기 위한 허용 런아웃(run-out) 값은 어느 정도입니까?
직경 6mm 이하의 소형 엔드밀의 경우, 이상적인 런아웃 값은 0.005mm 이하입니다. 만약 런아웃이 0.01mm를 초과하면 공구 수명이 절반 수준으로 감소할 수 있습니다. 따라서 고정밀 툴 홀더에 대한 투자는 고가의 절삭 공구를 보호하는 가장 효과적인 방법 중 하나입니다.
밀링 커터의 빠른 파손 문제는 단순한 기술적 오류를 넘어 기업의 비용 최적화와 생산 역량에 직결되는 중요한 과제입니다. 공구 선택, CNC 절삭 조건 제어, 그리고 VoluMill과 같은 CAM 기술의 적용까지—해결책은 전문적인 지식과 첨단 도구의 결합에 있습니다. 지금 바로 SDE Tech 에 문의하여 귀사의 가공 공정에 최적화된 기술 컨설팅을 받아보시기 바랍니다.
Vấn đề dao phay nhanh gãy không đơn thuần là một lỗi kỹ thuật, mà là bài toán về tối ưu hóa chi phí và năng lực sản xuất của doanh nghiệp. Qua việc phân tích các yếu tố từ lựa chọn dao phay, kiểm soát chế độ cắt CNC đến việc ứng dụng công nghệ CAM như phần mềm VoluMill, chúng ta thấy rằng giải pháp luôn nằm ở sự kết hợp giữa kiến thức chuyên môn và công cụ hỗ trợ tiên tiến. Liên hệ với SDE Tech ngay hôm nay để nhận tư vấn kỹ thuật chi tiết cho quy trình gia công của bạn!

