
 English
English 日本語
日本語 한국어
한국어
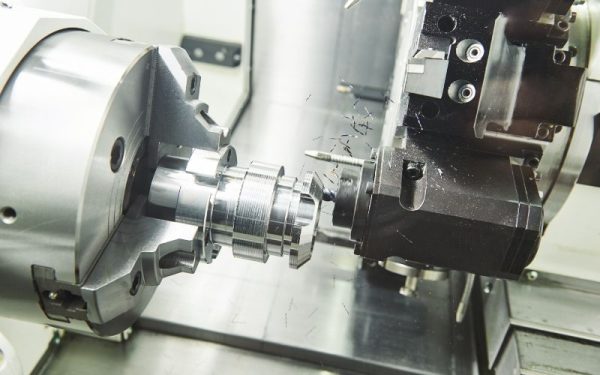
Trong lĩnh vực gia công cơ khí chính xác, việc dụng cụ cắt hỏng hóc bất thường là một trong những rủi ro kỹ thuật gây thiệt hại lớn nhất. Hiện tượng dao phay nhanh gãy không chỉ làm tiêu tốn chi phí vật tư mà còn kéo theo hệ lụy về việc dừng máy đột ngột, hư hỏng phôi và làm sai lệch tiến độ sản xuất của doanh nghiệp. Bài viết này của SDE Tech sẽ phân tích chi tiết các tác nhân cốt lõi khiến dụng cụ cắt không đạt được hiệu suất kỳ vọng.

1. Phân tích các nguyên nhân chính dẫn đến hiện tượng dao phay nhanh gãy
Mỗi sự cố gãy dao đều mang một thông điệp kỹ thuật cụ thể. Việc xác định đúng nguyên nhân là bước đầu tiên để thiết lập lại quy trình gia công chuẩn xác.
1.1. Lựa chọn dụng cụ cắt không phù hợp với vật liệu phôi
Sai lầm phổ biến nhất nằm ở bước lựa chọn dao phay. Trong ngành điện tử, các bảng mạch hoặc chi tiết vỏ thường sử dụng vật liệu có đặc tính khác biệt như hợp kim nhôm, đồng hoặc nhựa cứng. Nếu sử dụng một dòng dao có lớp phủ và góc cắt không tương thích với độ cứng của phôi, ma sát sẽ tăng lên đột ngột. Sự không phù hợp này dẫn đến mài mòn hóa học và cơ học nhanh chóng, khiến dao phay nhanh gãy do không chịu nổi ứng suất dư trong quá trình cắt.
1.2. Thiết lập chế độ cắt CNC chưa tối ưu
Thông số vận hành bao gồm tốc độ trục chính, tốc độ tiến dao và chiều sâu cắt là “trái tim” của quy trình gia công. Khi chế độ cắt CNC được thiết lập quá mức so với giới hạn bền của vật liệu làm dao, hoặc ngược lại, bước tiến quá nhỏ gây ra hiện tượng trượt (rubbing) tạo nhiệt, cấu trúc dụng cụ sẽ bị phá hủy. Sự mất cân bằng giữa lực cắt và khả năng chịu tải của thân dao là lý do trực tiếp khiến dụng cụ bị gãy ngang khi đang vận hành.
1.3. Độ ổn định của hệ thống gá đặt và máy công cụ
Độ rung động là yếu tố tàn phá dụng cụ nhanh nhất. Nếu hệ thống gá kẹp không đủ độ cứng vững hoặc độ đồng tâm của bầu kẹp dao bị sai lệch, lực cắt sẽ phân bổ không đều lên các lưỡi cắt. Sự thay đổi tải trọng liên tục này tạo ra các vết nứt mỏi vi mô, khiến dao phay nhanh gãy ngay cả khi gia công ở các chế độ tải nhẹ.

2. Ảnh hưởng của nhiệt độ và hệ thống tưới nguội trong gia công
Nhiệt năng sinh ra trong quá trình cắt nếu không được giải phóng kịp thời sẽ làm thay đổi hoàn toàn tính chất cơ lý của dụng cụ cắt.
2.1. Hiện tượng sốc nhiệt trên bề mặt lưỡi cắt
Trong gia công tốc độ cao, việc tưới nguội ngắt quãng là sai lầm nghiêm trọng. Sự chênh lệch nhiệt độ đột ngột giữa vùng cắt nóng và dung dịch làm mát lạnh tạo ra các vết nứt nhiệt. Để giảm thiểu gãy dao, cần đảm bảo dòng dung dịch tưới nguội phải bao phủ trực tiếp và liên tục vào điểm tiếp xúc lưỡi cắt, tránh hiện tượng màng hơi ngăn cản sự giải nhiệt.
2.2. Thoát phoi kém gây hiện tượng kẹt dao
Phoi (chip) là vật mang nhiệt chính đi ra ngoài. Tuy nhiên, nếu thiết kế đường chạy dao không cho phép thoát phoi hiệu quả, phoi sẽ bị cán lại giữa dao và bề mặt phôi. Việc “nhai phoi” liên tục tạo ra các đỉnh lực đột biến và làm tăng nhiệt độ cục bộ, là tác nhân khiến dao phay nhanh gãy trong các nguyên công phay rãnh hoặc phay hốc sâu.

3. Vai trò của công nghệ CAM trong việc bảo vệ dụng cụ cắt
Chuyển đổi từ phương thức gia công truyền thống sang gia công dựa trên dữ liệu là chìa khóa để kiểm soát rủi ro.
3.1. Tối ưu hóa đường chạy dao để kiểm soát lực cắt
Các đường chạy dao truyền thống thường gặp vấn đề tại các góc cua, nơi góc ôm của dao tăng lên đột ngột làm lực cắt tăng vọt. Việc tối ưu hóa đường chạy dao thông qua các thuật toán hiện đại giúp duy trì tải trọng ổn định xuyên suốt quá trình cắt. Điều này không chỉ giúp bảo vệ lưỡi cắt mà còn giữ cho máy vận hành êm ái hơn, loại bỏ tình trạng nguyên nhân gãy dao do quá tải góc.
3.2. Giải pháp phần mềm VoluMill và hiệu quả thực tiễn
SDE Tech khuyến nghị ứng dụng phần mềm VoluMill – một trong những công nghệ HSM (High Speed Machining) tiên tiến nhất hiện nay. VoluMill giúp tạo ra các đường cắt mượt mà, tránh các thay đổi hướng đột ngột và duy trì tốc độ cắt tối ưu. Thực tế triển khai cho thấy, giải pháp này giúp tăng tuổi thọ dụng cụ cắt lên gấp 2-5 lần và giảm thiểu hoàn toàn rủi ro gãy dụng cụ ngoài ý muốn.

4. Hướng dẫn kỹ thuật kéo dài tuổi thọ dụng cụ và giảm thiểu gãy dao
Một quy trình vận hành chuyên nghiệp đòi hỏi sự tỉ mỉ trong từng khâu chuẩn bị để đạt được hiệu suất cao nhất.
4.1. Kiểm soát độ đảo và độ rung của hệ thống
Sử dụng các loại đầu kẹp có độ chính xác cao như đầu kẹp thủy lực hoặc đầu kẹp nhiệt để đảm bảo độ đồng tâm. Khi dụng cụ quay quanh tâm tuyệt đối, lực cắt sẽ được chia đều cho tất cả các lưỡi, giúp tránh tình trạng một lưỡi cắt phải chịu tải quá mức dẫn đến dao phay nhanh gãy.
4.2. Chiến lược lựa chọn lớp phủ và hình học dao
Mỗi loại lớp phủ như TiAlN, AlTiN hay DLC đều có ngưỡng chịu nhiệt khác nhau. Việc phối hợp đúng giữa lớp phủ và hình học lưỡi cắt (góc xoắn, số lưỡi) sẽ giúp tối ưu hóa khả năng chịu tải và thoát nhiệt. Đây là yếu tố then chốt giúp duy trì sự ổn định của dụng cụ trong các môi trường gia công khắc nghiệt.
5. Kinh nghiệm thực tiễn trong việc quản trị dụng cụ cắt
Với nhiều năm đồng hành cùng các doanh nghiệp sản xuất điện tử, SDE Tech đã đúc kết được những bài học quan trọng trong việc quản trị dụng cụ cắt.
5.1. Theo dõi chu kỳ sống của dụng cụ (Tool Life Management)
Đừng đợi đến khi dao gãy mới thay thế. Việc thiết lập hệ thống quản lý tuổi thọ dụng cụ cắt dựa trên thời gian cắt thực tế hoặc số lượng chi tiết là phương pháp quản trị rủi ro thông minh. Thay dao chủ động giúp bảo vệ phôi và tránh các hư hại tiềm tàng cho trục chính máy CNC khi sự cố gãy dao xảy ra.
5.2. Tư vấn giải pháp cá nhân hóa cho từng nhà máy
SDE Tech tin rằng không có một công thức chung cho mọi xưởng gia công. Chúng tôi thực hiện khảo sát chi tiết về máy móc, vật liệu và yêu cầu kỹ thuật để đưa ra bảng chế độ cắt CNC tối ưu nhất. Sự kết hợp giữa tư duy kỹ thuật chuyên sâu và các công cụ hỗ trợ hiện đại là cách duy nhất để giải quyết dứt điểm hiện tượng dao phay nhanh gãy.

6. Các câu hỏi thường gặp về tình trạng dao phay nhanh gãy
Dưới đây là tổng hợp các thắc mắc phổ biến từ các kỹ sư và chủ xưởng gia công mà SDE Tech thường xuyên tư vấn giải quyết.
6.1 Tôi đã giảm tốc độ tiến dao nhưng dao vẫn nhanh gãy, tại sao?
Việc giảm tốc độ tiến dao quá mức đôi khi gây phản tác dụng. Khi bước tiến quá nhỏ so với độ sắc của lưỡi cắt, dao sẽ “trượt” trên bề mặt phôi thay vì cắt. Việc này tạo ra ma sát cực lớn và nhiệt độ cao, làm cứng bề mặt phôi và khiến lưỡi cắt bị mòn nhanh, dẫn đến gãy dao do nhiệt. Bạn cần kiểm tra lại thông số Feed per Tooth (Fz) để đảm bảo dao đang thực hiện chức năng cắt đúng nghĩa.
6.2 Làm sao để biết đường chạy dao hiện tại có an toàn cho dụng cụ hay không?
Cách tốt nhất là sử dụng các phần mềm mô phỏng và kiểm soát lực cắt như phần mềm VoluMill. Các công cụ này sẽ phân tích biểu đồ lực cắt xuyên suốt quá trình gia công. Nếu biểu đồ xuất hiện các đỉnh nhọn (Spikes), đó chính là nơi tiềm ẩn nguy cơ dao phay nhanh gãy.
6.3 Độ đảo (Run-out) bao nhiêu là mức cho phép để không làm hỏng dao?
Đối với các dao phay đường kính nhỏ (dưới 6mm), độ đảo lý tưởng nên nằm dưới 0.005mm. Nếu độ đảo vượt quá 0.01mm, tuổi thọ dao có thể giảm đi một nửa. Việc đầu tư vào bầu kẹp chất lượng cao là cách rẻ nhất để bảo vệ những con dao đắt tiền.
Vấn đề dao phay nhanh gãy không đơn thuần là một lỗi kỹ thuật, mà là bài toán về tối ưu hóa chi phí và năng lực sản xuất của doanh nghiệp. Qua việc phân tích các yếu tố từ lựa chọn dao phay, kiểm soát chế độ cắt CNC đến việc ứng dụng công nghệ CAM như phần mềm VoluMill, chúng ta thấy rằng giải pháp luôn nằm ở sự kết hợp giữa kiến thức chuyên môn và công cụ hỗ trợ tiên tiến. Liên hệ với SDE Tech ngay hôm nay để nhận tư vấn kỹ thuật chi tiết cho quy trình gia công của bạn!
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

