
 English
English 日本語
日本語 한국어
한국어
Trong quy trình sản xuất các chi tiết nhựa chính xác, sự sai lệch về kích thước dù chỉ vài micromet cũng có thể khiến sản phẩm trở thành phế phẩm. Lỗi co ngót (Shrinkage) là hiện tượng vật lý tự nhiên nhưng lại là thách thức lớn nhất đối với các kỹ sư khuôn mẫu. Hiểu rõ bản chất và kiểm soát được độ co rút không chỉ giúp đảm bảo độ chính xác lắp ghép mà còn giảm thiểu đáng kể chi phí thử khuôn.

1. Bản chất của sự co ngót (Shrinkage) trong ép phun nhựa
Mọi loại nhựa đều co lại khi chuyển từ trạng thái nóng chảy sang trạng thái rắn. Đây là hệ quả của sự thay đổi mật độ phân tử khi nhiệt độ giảm xuống.
Độ co ngót được định nghĩa là sự chênh lệch kích thước giữa lòng khuôn và chi tiết nhựa sau khi đã nguội hoàn toàn. Khi nhựa nóng chảy được bơm vào khuôn, các chuỗi polymer giãn nở. Khi làm mát, các phân tử này sắp xếp lại gần nhau hơn, chiếm ít không gian hơn, dẫn đến việc giảm kích thước tổng thể.
Phân biệt co ngót đồng nhất (Uniform) và co ngót không đều (Non-uniform)
- Co ngót đồng nhất: Xảy ra khi toàn bộ chi tiết co lại với cùng một tỷ lệ. Điều này dễ xử lý bằng cách bù kích thước lòng khuôn ngay từ đầu.
- Co ngót không đều: Đây là nguyên nhân gây đau đầu nhất. Khi các vùng khác nhau của sản phẩm co rút với tỷ lệ khác nhau, nó sẽ dẫn đến các biến dạng hình học nghiêm trọng.
Co ngót không đều chính là “mẹ” của lỗi cong vênh (Warpage). Khi một mặt của chi tiết co nhiều hơn mặt kia, ứng suất nội sinh sẽ kéo căng bề mặt gây ra hiện tượng vặn xoắn. Trong khi đó, vết lõm (Sink marks) xuất hiện tại các vùng thành dày do nhựa bên trong co lại và kéo bề mặt nhựa đã đông cứng vào trong.

2. 4 Nhóm nguyên nhân chính gây lỗi co ngót vượt mức cho phép
Để kiểm soát shrinkage, chúng ta cần xem xét tác động tổng hòa từ 4 yếu tố sau:
2.1. Đặc tính vật liệu: Nhựa kết tinh và nhựa vô định hình
Mỗi loại nhựa có một “mã gen” co rút riêng:
- Nhựa kết tinh (Crystalline – ví dụ: PP, PE, PA): Có các chuỗi phân tử sắp xếp ngăn nắp, độ co rút rất cao (thường từ 1.5% đến 3%).
- Nhựa vô định hình (Amorphous – ví dụ: PC, ABS, PS): Các phân tử sắp xếp hỗn loạn, độ co rút thấp và ổn định hơn (thường dưới 1%).
2.2. Thiết kế sản phẩm: Hệ số độ dày thành (Wall thickness)
Độ dày thành không đồng nhất là nguyên nhân hàng đầu gây co ngót không đều. Vùng dày làm mát chậm hơn vùng mỏng, dẫn đến việc nhựa ở vùng dày tiếp tục co lại lâu hơn, tạo ra ứng suất kéo gây biến dạng sản phẩm.
2.3. Thiết kế khuôn: Vị trí cổng phun (Gate) và hệ thống làm mát
Cổng phun: Nếu cổng phun quá nhỏ hoặc đóng băng (freeze) quá sớm, áp suất bảo áp sẽ không thể truyền vào lòng khuôn để bù đắp lượng nhựa bị co lại.
Hệ thống làm mát: Sự chênh lệch nhiệt độ giữa các tấm khuôn hoặc giữa các vùng trong lòng khuôn khiến nhựa đông cứng không đồng thời, trực tiếp gây ra shrinkage cục bộ.
2.4. Thông số vận hành: Áp suất bảo áp và thời gian làm mát
Nếu áp suất bảo áp (Holding pressure) quá thấp hoặc thời gian bảo áp quá ngắn, lượng nhựa bổ sung sẽ không đủ để lấp đầy khoảng trống do sự co rút tạo ra. Ngược lại, nhiệt độ khuôn quá cao sẽ khiến quá trình làm mát kéo dài và tăng độ co ngót cuối cùng.

3. Cách tính toán và kiểm soát tỷ lệ co ngót trong thực tế sản xuất
Kỹ sư thiết kế khuôn thường sử dụng công thức sau để xác định kích thước lòng khuôn cần thiết:
S = (Dm – Dp)/Dm X 100%
Trong đó:
- S: Tỷ lệ co ngót (%).
- Dm: Kích thước lòng khuôn (Mold dimension).
- Dp: Kích thước chi tiết mong muốn (Part dimension).
Từ đó, kích thước thiết kế lòng khuôn sẽ là: Dm = Dp/ (1-S).
Mẹo điều chỉnh thông số máy ép để giảm thiểu sự co rút đột ngột
- Tăng áp suất bảo áp: Đẩy thêm nhựa vào lòng khuôn để bù trừ khoảng trống.
- Giảm nhiệt độ nhựa: Giảm bớt mức độ giãn nở nhiệt ban đầu.
- Kéo dài thời gian làm mát: Đảm bảo sản phẩm đủ độ cứng vững trước khi bị đẩy ra ngoài, tránh co rút tự do bên ngoài khuôn.

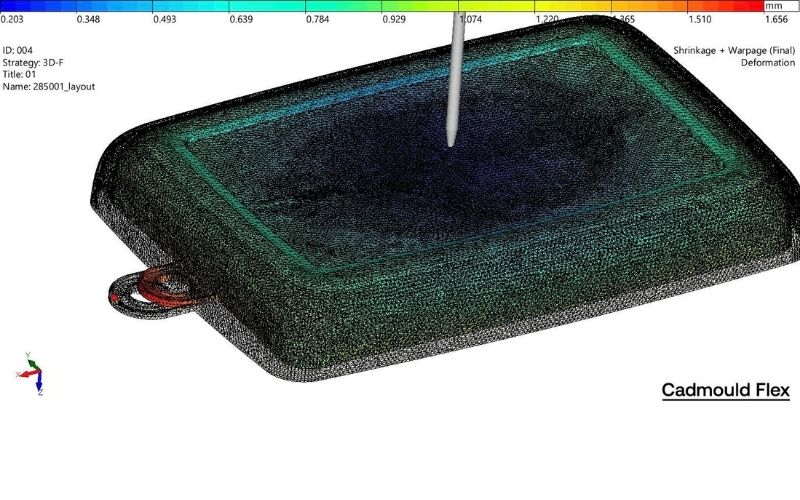
4. Giải pháp dự báo và bù trừ co ngót chính xác bằng Cadmould Flex
Thay vì dựa vào các con số trung bình từ nhà cung cấp nhựa (thường có sai số lớn), Cadmould Flex mang đến khả năng dự báo chuẩn xác bằng mô phỏng số.
- Sử dụng thư viện 12.500+ loại vật liệu: Cadmould Flex tích hợp dữ liệu PVT (Áp suất – Thể tích – Nhiệt độ) của hơn 12.500 loại vật liệu thực tế. Điều này cho phép phần mềm tính toán chính xác cách nhựa phản ứng dưới các điều kiện áp suất và nhiệt độ khác nhau.
- Mô phỏng quá trình làm mát để dự báo sự biến dạng: Phần mềm mô phỏng chi tiết giai đoạn làm mát và bảo áp. Bạn sẽ nhìn thấy trước được vùng nào sẽ bị co nhiều nhất, vùng nào có nguy cơ bị lõm hoặc cong vênh trước khi thép được cắt.
- Tối ưu hóa kích thước lòng khuôn (Unshrink): Tính năng đặc biệt của Cadmould Flex là khả năng tính toán ngược. Sau khi có kết quả co ngót, phần mềm hỗ trợ xuất ra kích thước lòng khuôn tối ưu (compensated geometry) để khi chi tiết co lại, nó sẽ đạt đúng kích thước bản vẽ yêu cầu.
5. Câu hỏi thường gặp về lỗi co ngót sản phẩm nhựa (Q&A)
Tại sao sản phẩm bị co ngót không đều dù đã bù kích thước khuôn?
Điều này thường do sự chênh lệch nhiệt độ trong khuôn. Các vùng gần kênh nước làm mát sẽ nguội nhanh và co ít hơn các vùng xa. Cadmould Flex sẽ giúp bạn cân bằng lại hệ thống làm mát để đạt được sự co rút đồng nhất.
Làm thế nào để kiểm soát co ngót khi sử dụng nhựa tái chế?
Nhựa tái chế thường có chỉ số dòng chảy (MFI) không ổn định. Khi dùng Cadmould Flex, bạn có thể điều chỉnh các thông số vật liệu tương ứng để mô phỏng và tìm ra dải thông số vận hành (Processing window) an toàn nhất cho nhựa tái chế.
Phần mềm Cadmould Flex có giúp tính toán được độ co rút cho khuôn nhiều lòng (Multi-cavity) không?
Có. Cadmould phân tích sự cân bằng áp suất và dòng chảy giữa các lòng khuôn. Điều này đảm bảo áp suất bảo áp truyền đến mọi lòng khuôn là như nhau, giúp kích thước sản phẩm ở tất cả các lòng khuôn đồng nhất hoàn toàn.
Kiểm soát lỗi co ngót là một nghệ thuật đòi hỏi sự kết hợp giữa kinh nghiệm và công nghệ. Với sự hỗ trợ từ giải pháp mô phỏng Cadmould Flex và đội ngũ chuyên gia từ SDE Tech, doanh nghiệp có thể hoàn toàn làm chủ độ chính xác của sản phẩm, loại bỏ lãng phí và nâng cao vị thế cạnh tranh trên thị trường. Liên hệ với chúng tôi ngay hôm nay để nhận tư vấn và giải mã các vấn đề co rút trên khuôn mẫu của bạn!
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

