
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
In the plastic manufacturing process, ensuring complete mold filling is a prerequisite for achieving product quality. However, the defect known as short shot frequently occurs, directly affecting the structure and functionality of parts. In this article, SDE TECH provides an in-depth analysis of the physical and technical causes, along with a comprehensive roadmap for troubleshooting—from shop-floor adjustments to optimization using CAE simulation technology.
1. What is a short shot defect?
To effectively resolve defects, engineers must first understand the physical nature of this phenomenon in the injection molding cycle.
1.1. Definition of incomplete mold filling
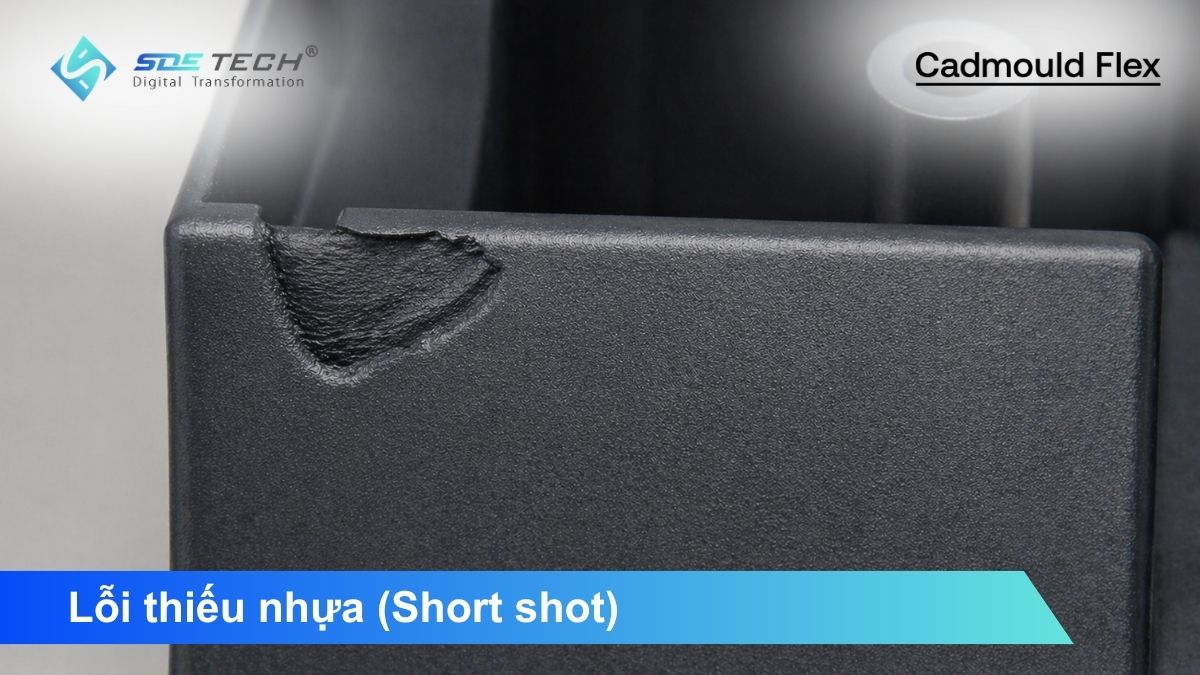
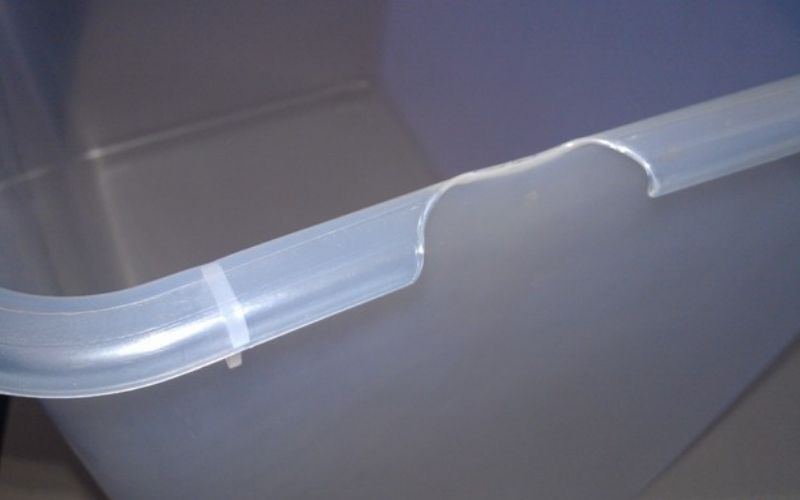
Short shot refers to a condition where molten plastic fails to completely fill the mold cavity before solidifying. As a result, the molded product lacks full volume and does not meet the intended geometry. Technically, this occurs when the flow resistance inside the mold exceeds the injection pressure that the machine can deliver at a given point.
1.2. Common locations where short shot occurs
In practice, short shot defects do not occur randomly. They are often found in thin-wall sections, flow-end regions, or areas where trapped air cannot escape. In multi-cavity molds, this issue may only appear in cavities located farther from the main sprue, where pressure drops significantly.
1.3. Impact on production cost and schedule
Frequent short shot defects can lead to significant economic losses. Scrap rates increase, wasting materials and energy. Production may be interrupted due to machine adjustments or mold rework. More critically, if defective parts reach customers, businesses may face recalls and serious damage to brand reputation.

2. 5 common causes of short shot
Identifying the root cause requires a comprehensive understanding of the “Machine – Mold – Material” system.
2.1. Machine parameters
The injection molding machine provides the driving force for material flow. If injection pressure is insufficient to overcome mold resistance, the melt will stop prematurely. A slow injection speed increases cooling time, raising viscosity and causing early solidification. Mechanical issues such as insufficient shot size or feeding problems can also result in inadequate material volume.
2.2. Temperature conditions
Temperature directly affects polymer flowability. Low melt temperature increases viscosity, while a cold mold surface causes rapid solidification, reducing flow channel size and leading to short shot defects.
2.3. Mold design
The runner and gate system plays a critical role. Small channels or poorly positioned gates cause pressure loss before the melt reaches distant areas. Flow imbalance in multi-cavity molds is also a key factor.
2.4. Material properties
Each polymer has a different Melt Flow Index (MFI). Engineering plastics like PC or glass-filled materials have higher viscosity and are harder to fill compared to PP or PE. Improper material selection increases the risk of short shot.
2.5. Poor venting system
This is often overlooked. During filling, air must escape through vents. If vents are blocked or insufficient, compressed air creates back pressure, preventing complete filling. This may also cause burn marks due to high-temperature compressed gases.
3. Quick Solutions for Short Shot Defects in Injection Molding Production
When a short shot defect is detected on the production line, process engineers can apply the following direct corrective actions:
3.1. Increase Injection Pressure and Injection Speed
The first step is usually to increase the injection pressure so the molten plastic can flow further into the cavity. At the same time, increasing the injection speed helps fill the mold cavity faster, minimizing heat loss when the material contacts the mold walls. However, adjustments should be made gradually to avoid secondary defects such as flash.
3.2. Check and Optimize the Thermal Cycle
Inspect the heater bands on the injection barrel to ensure the melt temperature matches the material supplier’s recommended processing conditions. Increasing the mold temperature is also an effective solution, as it prolongs the molten state of the plastic inside the cavity, helping eliminate short shot issues in thin-wall areas.
3.3. Clean the Venting System and Check the Feeding Mechanism
Regularly inspect and clean the mold venting grooves using appropriate cleaning solutions. In addition, ensure that the material hopper is not experiencing a “bridging” issue and that the screw check ring is functioning properly, preventing backflow during high-pressure injection.
3.4. Adjust the Shot Size Properly
Engineers should recalculate the material volume required for each shot. Make sure there is always a cushion of approximately 5–10 mm remaining at the end of the injection stroke so the machine can maintain effective holding pressure and prevent material starvation before the mold cavity is completely filled.
4. Eliminating Short Shot Defects Completely with Cadmould Flex
Instead of dealing with defects after production, Cadmould Flex technology from SDE TECH enables engineers to proactively prevent short shot defects directly from the design stage.
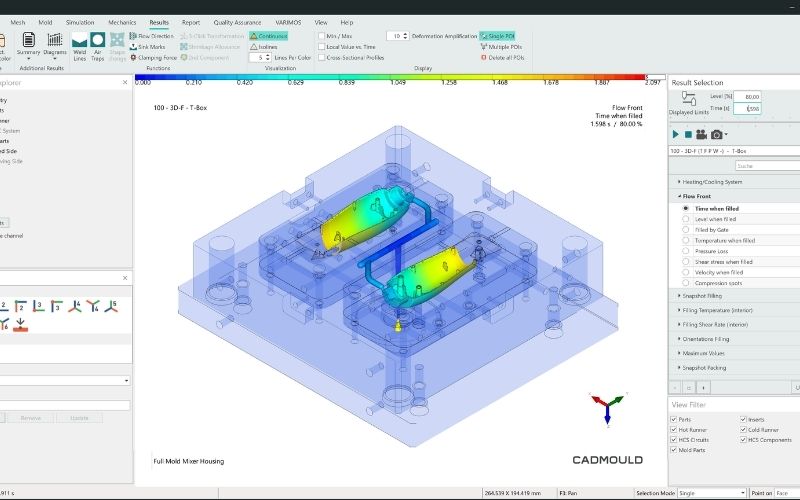
- Simulating the Filling Process to Predict Short Shot Areas: Cadmould Flex uses finite element analysis algorithms to accurately simulate how molten plastic flows inside the mold cavity. Engineers can visualize the filling time pattern and precisely identify areas with a high risk of short shot defects.
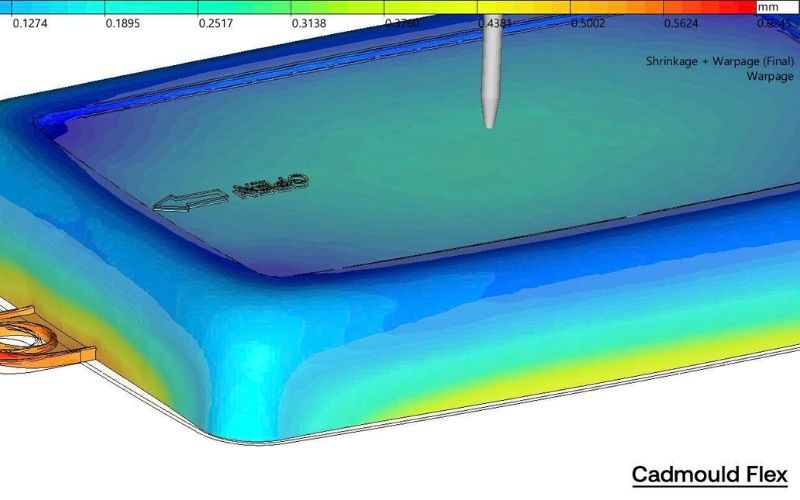
- Optimizing Gate Location and Size Based on Simulation Data: Instead of relying on assumptions, Cadmould Flex calculates the optimal gate location to ensure the most balanced filling pattern. Testing different gate sizes in a virtual environment helps determine the most efficient pressure transfer solution without the need for costly mold rework on actual steel tooling.
- Controlling Injection Pressure and Material Viscosity Virtually: The software includes a comprehensive material database with accurate thermodynamic properties. This allows engineers to simulate viscosity changes under different temperature and shear rate conditions, enabling precise prediction of the required injection pressure to prevent short shot defects while maintaining machine safety.
- Identifying Air Traps That Restrict Material Flow: Cadmould Flex’s Air Trap prediction feature pinpoints areas where air becomes trapped inside the mold cavity. Mold designers can then strategically place vents or ejector pin venting systems at these critical locations, eliminating the root cause of short shot defects caused by back pressure resistance.
5. Frequently Asked Questions About Short Shot Defects in Injection Molding
Why does my product sometimes fill properly and sometimes show short shots even though the machine settings remain unchanged?
This issue is commonly caused by inconsistent material quality or aging injection molding equipment, which can lead to inaccuracies in pressure control and screw positioning. It is recommended to check the consistency of the raw material and inspect the machine’s check ring condition.
Can short shot defects be caused by an overheated mold?
In most cases, a mold that is too cold is the main cause of short shots. However, excessive localized mold temperatures may create severe air trap conditions, preventing molten plastic from completely filling certain areas of the cavity.
Does using Cadmould Flex require a lot of time?
Simulation time in Cadmould Flex is very fast thanks to its optimized calculation algorithms. Compared to stopping production and spending days modifying a mold, investing a few hours in simulation is significantly more efficient in terms of both time and cost.
Short shot defects are not simply a technical issue — they are also a reflection of a company’s quality management capability. By understanding the root causes and applying advanced engineering solutions such as Cadmould Flex, manufacturers can proactively control the molding process and improve production efficiency. SDE Tech is always ready to support customers in implementing advanced CAE solutions to optimize the plastics injection molding industry in Vietnam.
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

