
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
In the manufacturing process of precision plastic components, even dimensional deviations of just a few micrometers can turn a product into scrap. Shrinkage is a natural physical phenomenon, yet it remains one of the biggest challenges for mold engineers. Understanding the nature of shrinkage and effectively controlling material contraction not only ensures assembly accuracy but also significantly reduces mold trial costs.

1. The Nature of Shrinkage in Plastic Injection Molding
All plastic materials shrink when transitioning from a molten state to a solid state. This is a natural consequence of changes in molecular density as the temperature decreases.
Shrinkage is defined as the dimensional difference between the mold cavity and the final plastic part after complete cooling. When molten plastic is injected into the mold, the polymer chains expand. During cooling, these molecules rearrange into a denser structure, occupying less space and resulting in an overall reduction in part dimensions.
Difference Between Uniform and Non-uniform Shrinkage
- Uniform Shrinkage: Uniform shrinkage occurs when the entire part contracts at the same rate. This type of shrinkage is relatively easy to compensate for by adjusting the mold cavity dimensions during the mold design stage.
- Non-uniform Shrinkage: Non-uniform shrinkage is the most challenging issue for mold engineers. When different regions of a plastic part shrink at different rates, serious geometric deformation can occur.
Non-uniform shrinkage is the primary root cause of warpage defects. When one side of a plastic part shrinks more than the other, internal stresses develop and pull the surfaces unevenly, resulting in twisting or distortion of the component. Meanwhile, sink marks typically appear in thick-wall regions where the inner material continues to shrink during cooling, pulling the already solidified outer surface inward.

2. Four Main Causes of Excessive Shrinkage Defects
To effectively control shrinkage, manufacturers need to evaluate the combined impact of the following four key factors:
2.1. Material Characteristics: Crystalline vs. Amorphous Plastics
Each plastic material has its own inherent “shrinkage behavior” determined by its molecular structure:
- Crystalline plastics (e.g., PP, PE, PA): These materials feature highly ordered molecular chains, resulting in relatively high shrinkage rates, typically ranging from 1.5% to 3%.
- Amorphous plastics (e.g., PC, ABS, PS): Their molecular structure is more random and disordered, leading to lower and more stable shrinkage, usually below 1%.
2.2. Product Design: Wall Thickness Factor
Non-uniform wall thickness is one of the leading causes of uneven shrinkage. Thicker sections cool down more slowly than thinner areas, causing the material in thick regions to continue shrinking for a longer period. This creates internal stress that can lead to part deformation or warpage.
2.3. Mold Design: Gate Location and Cooling System
Gate Design: If the gate is too small or freezes too early, holding pressure cannot be effectively transferred into the cavity to compensate for material shrinkage during solidification.
Cooling System: Temperature differences between mold plates or across cavity regions can cause uneven solidification, directly resulting in localized shrinkage defects.
2.4. Processing Parameters: Holding Pressure and Cooling Time
If the holding pressure is too low or the holding time is too short, the additional material supplied during the packing phase will be insufficient to compensate for the voids created by material shrinkage. Conversely, excessively high mold temperatures can prolong the cooling process and increase the final shrinkage rate.

3. Calculating and Controlling Shrinkage in Real-World Manufacturing
Mold design engineers commonly use the following formula to determine the required mold cavity dimensions:
S = (Dm – Dp)/Dm X 100%
Where:
- S: Shrinkage rate (%).
- Dm: Mold dimension.
- Dp: Part dimension.
Accordingly, the mold cavity dimension can be calculated using: Dm = Dp/ (1-S).
Practical Injection Molding Parameter Adjustments to Minimize Sudden Shrinkage
- Increase holding pressure: Apply additional material into the cavity to compensate for volumetric shrinkage during solidification.
- Reduce melt temperature: Lower the initial thermal expansion of the molten plastic to minimize overall shrinkage.
- Extend cooling time: Ensure the part achieves sufficient rigidity before ejection, preventing uncontrolled shrinkage outside the mold.

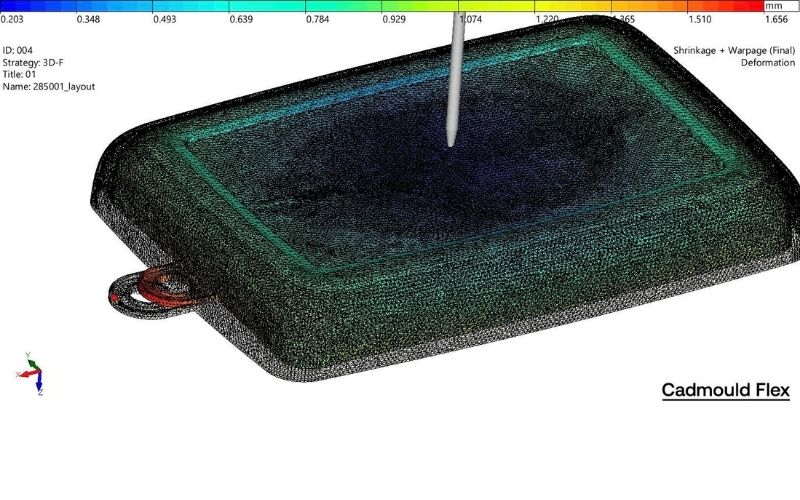
4. Accurate Shrinkage Prediction and Compensation with Cadmould Flex
Instead of relying on average shrinkage values provided by material suppliers — which often result in significant deviations — Cadmould Flex delivers highly accurate predictions through advanced numerical simulation.
- Utilizing a database of 12,500+ material grades: Cadmould Flex integrates PVT (Pressure–Volume–Temperature) data for more than 12,500 real-world materials. This enables the software to accurately calculate how plastics behave under different pressure and temperature conditions throughout the molding process.
- Cooling simulation for deformation prediction: The software performs detailed simulations of the packing and cooling phases, allowing engineers to identify potential high-shrinkage regions, sink marks, and warpage issues before any steel cutting begins.
- Optimizing mold cavity dimensions with Unshrink technology: One of Cadmould Flex’s key advantages is its reverse compensation capability. Based on the shrinkage simulation results, the software automatically generates compensated cavity geometry so that the final molded part achieves the exact dimensions specified in the original CAD design after shrinkage occurs.
5. Frequently Asked Questions About Plastic Part Shrinkage (Q&A)
Why does uneven shrinkage still occur even after mold dimension compensation?
This issue is typically caused by temperature variation within the mold. Areas located closer to cooling channels cool faster and shrink less than regions farther away. Cadmould Flex helps engineers optimize and balance the cooling system to achieve more uniform shrinkage across the entire part.
How can shrinkage be controlled when using recycled plastics?
Recycled plastics often have unstable Melt Flow Index (MFI) values, leading to inconsistent processing behavior. With Cadmould Flex, engineers can adjust material parameters accordingly to simulate actual conditions and identify the safest and most stable processing window for recycled materials.
Can Cadmould Flex calculate shrinkage behavior for multi-cavity molds?
Yes. Cadmould Flex analyzes flow balance and pressure distribution across all cavities within the mold. This ensures that holding pressure is distributed evenly to every cavity, resulting in consistent part dimensions throughout the entire multi-cavity system.
Controlling shrinkage defects is both an engineering challenge and a manufacturing art that requires the right combination of experience and technology. With the support of Cadmould Flex simulation solutions and the expertise of the SDE Tech engineering team, manufacturers can achieve greater dimensional accuracy, minimize material waste, and strengthen their competitive advantage in the market. Contact us today for expert consultation and discover how to effectively solve shrinkage issues in your injection molding process.
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

