
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
In mold manufacturing and precision engineering, rough milling accounts for the majority of machine cycle time and is the stage where cutting tools are subjected to the highest cutting forces. Traditional roughing methods often face limitations when the tool moves into corner regions or deep cavities, leading to sudden overloads that can cause chipping or tool breakage. To thoroughly address this challenge, Cimatron has integrated the VOLUMILL ROUGH technology – a world-leading high-efficiency rough milling toolpath solution that delivers a breakthrough in machining productivity.
1. Overview of the VoluMill Roughing Algorithm in Cimatron
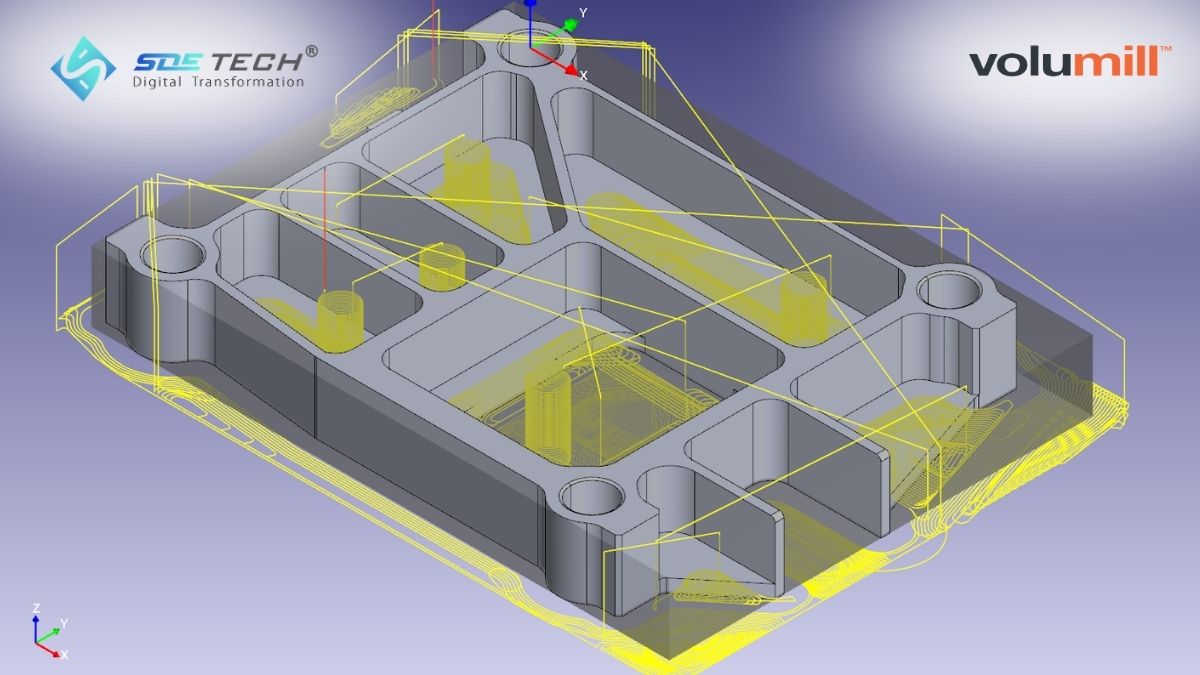
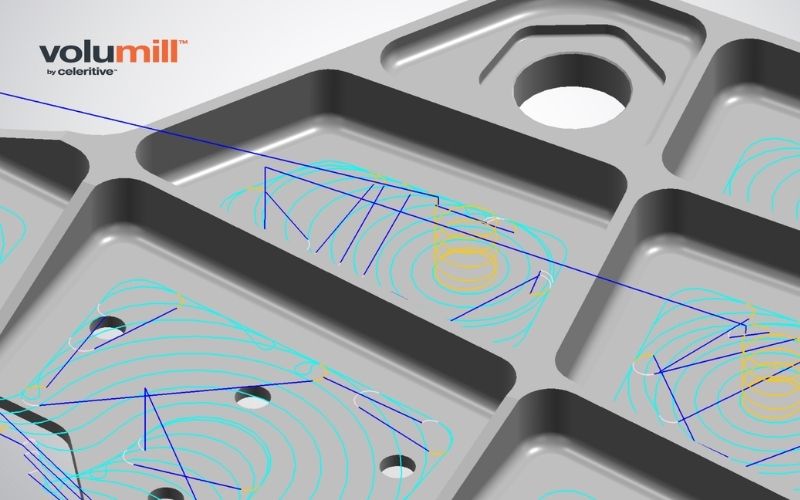
According to technical documentation from the Cimatron help system, the VOLUMILL ROUGH feature operates based on the UHPT (Ultra High-Performance Toolpath) algorithm. Unlike traditional offset toolpaths that simply shift parallel to the contour, UHPT focuses on dynamically computing material flow dynamics.
This algorithm continuously analyzes the stock geometry and part boundary to generate smooth, continuous curved toolpaths. By eliminating all abrupt 90-degree direction changes, VoluMill enables CNC machine axes to move smoothly, maintaining the highest feedrate without causing mechanical vibration.
2. Core Technical Characteristics of VoluMill Toolpaths
The superiority of VOLUMILL ROUGH over conventional roughing strategies lies in four core technical characteristics:
2.1. Constant Tool Load
This is the most critical factor of VoluMill technology. The software strictly controls the tool’s engagement angle with the material (stepover or engagement angle). Whether the tool is cutting along a straight boundary or entering a narrow cavity corner, the volume of material removed per unit time remains constant, completely eliminating thermal and force overload.
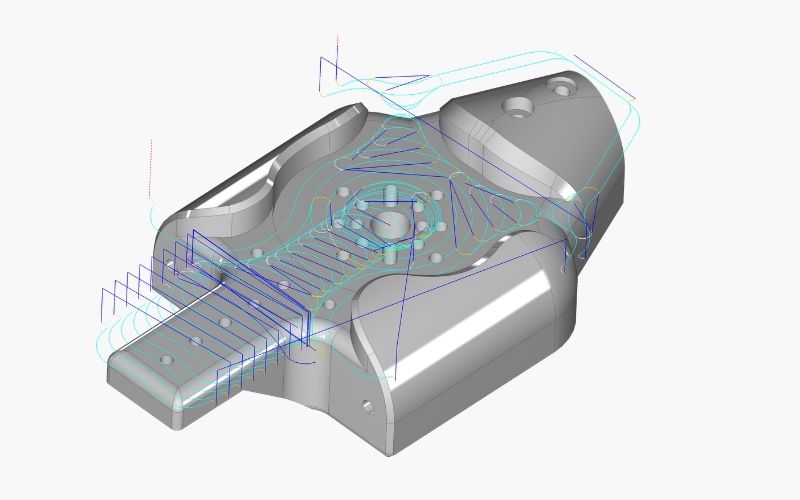
2.2. Tangency-Driven Toolpaths
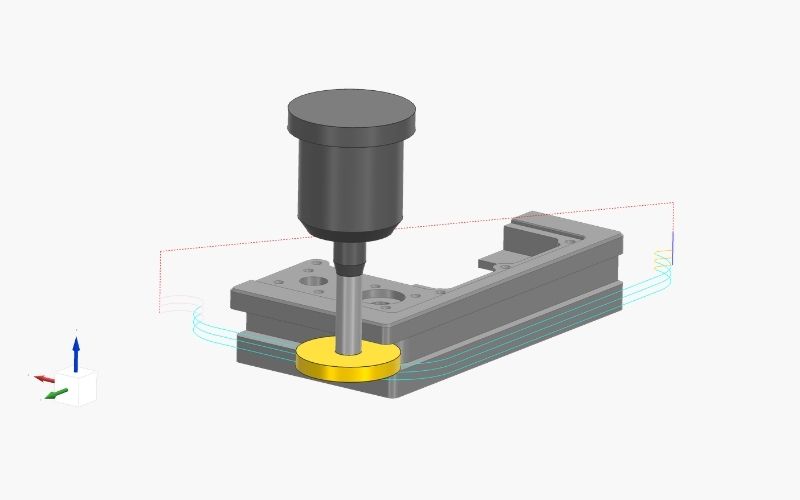
All transitions, tool entry, and tool exit movements in VoluMill follow smooth tangential motion principles. The tool enters the material using helical or ramping motions, avoiding direct plunging that could cause sudden spindle load spikes.
2.3. Full Utilization of Cutting Flute Length
VoluMill strategies recommend using large axial depth of cut ($A_p$ up to 2–3 times the tool diameter) combined with small radial stepover ($A_e$). As a result, the entire flute length of the end mill participates in cutting, distributing wear evenly instead of concentrating it at the tool tip as in conventional machining.
2.4. Optimized Material Removal Rate (MRR)
Thanks to the stable tool load, engineers can confidently increase spindle speed and feedrate significantly beyond standard catalog recommendations. This combination maximizes the Material Removal Rate (MRR) while ensuring full system safety.
Core principle of VoluMill: Increase axial depth of cut ($A_p$), reduce radial engagement ($A_e$), and increase feed rate (F) → Achieve maximum material removal efficiency while protecting the cutting tool.
3. Benefits of Applying VoluMill Roughing in CAM Machining Processes
Implementing the VOLUMILL ROUGH strategy in the Cimatron environment delivers direct economic benefits to manufacturers:
- Increased machining speed and overall efficiency: In practice, VoluMill reduces rough milling cycle time by 50% to 70% compared to traditional pocket toolpaths, significantly improving CNC machine productivity.
- Extended tool life: Since most of the cutting heat is transferred into chips and evacuated from the cutting zone, combined with evenly distributed cutting forces, tool life can increase by 3 to 5 times.
- Reduced CNC machine stress: Smooth toolpaths help protect spindle bearings and reduce load on machine axes (X, Y, Z), thereby lowering maintenance costs and extending the lifespan of expensive CNC machines.
4. Basic Setup Steps in the VoluMill Rough Process
The setup process for the VOLUMILL ROUGH operation in Cimatron is standardized through the following logical steps:
Step 1: Part / Check Setup: Select the part model to be machined and define protection areas (Check Surfaces) such as fixtures and locating pins to prevent collisions (crashes).
Step 2: Stock Definition: Define the initial stock geometry or remaining stock from previous operations. VoluMill only calculates toolpaths in areas where material remains, eliminating non-cutting air movements.
Step 3: Tool Selection: Choose a suitable cutting tool (typically a flat end mill or bull mill). The effective flute length must be accurately defined so the software can optimize axial depth of cut (Ap).
Step 4: Machining Parameters Configuration:
- Enter standard cutting parameters: spindle speed and feed rate.
- Configure VoluMill-specific parameters: radial stepover percentage (Ae), axial depth of cut (Ap), helical entry angle, and clearance distance.
5. Frequently Asked Questions about VoluMill in Cimatron
How is the UHPT algorithm in VoluMill different from traditional rough machining?
Traditional rough machining follows fixed geometric contours, which causes the tool engagement angle to increase suddenly when entering corners, resulting in a sharp rise in cutting forces and potential tool breakage. The UHPT algorithm in VoluMill automatically adjusts toolpaths by dynamically constricting or expanding based on the engagement angle, ensuring that the cutting load on the tool remains constant.
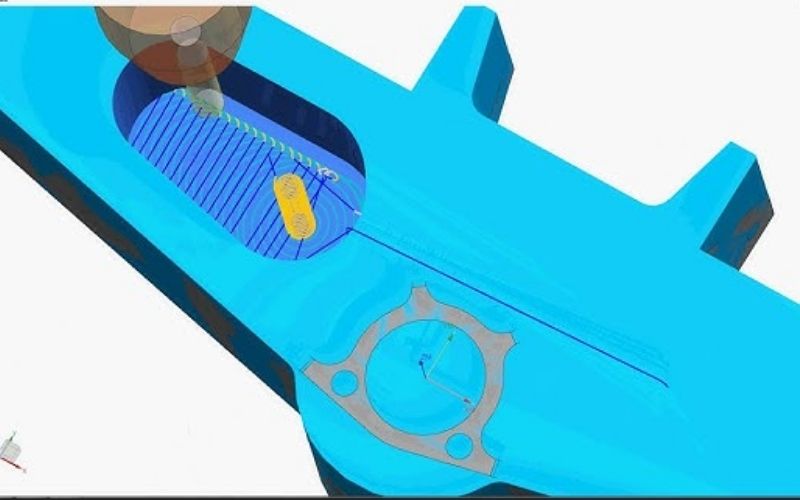
Does VoluMill support complex pocket and channel machining?
Yes, and it performs extremely well. For deep pockets or narrow channels, VoluMill uses a safe helical entry strategy, then expands the cutting area with smooth tangential linking toolpaths. This ensures excellent chip evacuation and prevents chip recutting or clogging—one of the most common causes of tool breakage in deep cavities.
Does SDE Tech support cutting parameter (S&F) optimization for VoluMill?
Absolutely. When deploying the solution for customers, SDE Tech engineers analyze material hardness (such as SKD11 mold steel, NAK80, aluminum, etc.), actual cutting tools, and CNC machine rigidity to calculate and configure the most optimized Feeds & Speeds for VoluMill Rough operations.
The application of VOLUMILL ROUGH in Cimatron is a key enabler for mold manufacturers to increase roughing productivity by up to 200%, reduce tool wear costs, and enhance overall competitiveness in the market. Contact SDE Tech today to receive expert consultation and experience this advanced machining technology directly on your CNC machines.
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719
Content compiled and processed from: Cimatron

