English
English 日本語
日本語 한국어
한국어
Trong ngành công nghiệp ép nhựa kỹ thuật cao, việc kiểm soát chất lượng bề mặt sản phẩm là một trong những thách thức lớn nhất đối với các kỹ sư khuôn mẫu và vận hành máy. Một trong những khuyết tật phổ biến và gây ảnh hưởng nghiêm trọng đến tính thẩm mỹ cũng như cấu trúc sản phẩm chính là hiện tượng lõm bề mặt. Bài viết này, SDE Tech sẽ phân tích chi tiết về lỗi vết lõm, từ các nguyên nhân vật lý cốt lõi đến các phương pháp xử lý thực tế và ứng dụng công nghệ mô phỏng để tối ưu hóa sản xuất.

1. Lỗi sink mark là gì? Cách nhận biết và phân biệt
Để có thể khắc phục triệt để bất kỳ sai hỏng nào trong sản xuất, bước đầu tiên và quan trọng nhất là phải định nghĩa đúng và nhận diện chính xác bản chất của vấn đề kỹ thuật đó.
1.1. Khái niệm lỗi lõm bề mặt (sink mark) trên sản phẩm nhựa
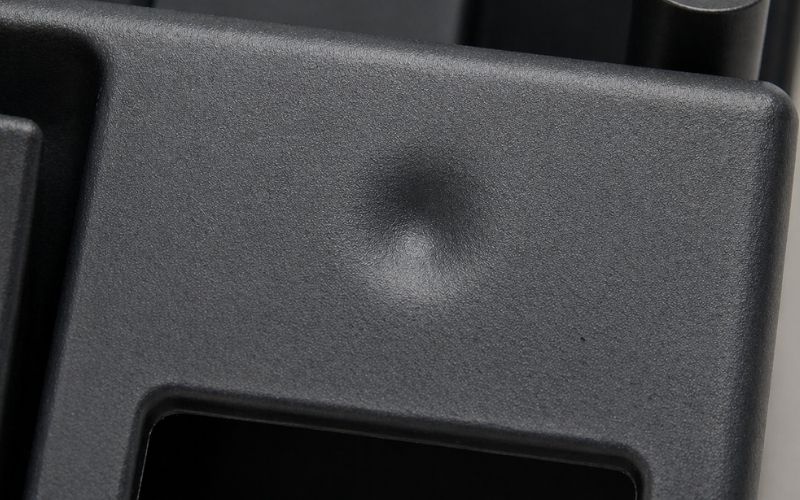
Lỗi vết lõm (hay còn gọi là Sink Mark) là hiện tượng các vùng trên bề mặt sản phẩm nhựa bị sụt xuống, tạo thành các vết trũng không mong muốn. Về mặt vật lý, hiện tượng này xảy ra do sự co ngót không đồng đều của vật liệu nhựa trong quá trình làm mát. Khi lớp nhựa bên ngoài đã đông đặc nhưng phần lõi bên trong (vốn có nhiệt độ cao hơn và độ dày lớn hơn) vẫn đang trong trạng thái nóng chảy và tiếp tục co lại, nó sẽ kéo bề mặt nhựa đã đông cứng vào bên trong, tạo ra vết lõm.
1.2. Dấu hiệu nhận biết lỗi sink mark thực tế tại xưởng
Tại hiện trường sản xuất, lỗi vết lõm thường xuất hiện ở các vị trí có sự thay đổi đột ngột về độ dày thành sản phẩm. Cụ thể, bạn sẽ quan sát thấy các vết trũng nông hoặc sâu tại các vị trí đối diện với gân tăng cứng, vách ngăn, hoặc các vùng có khối lượng nhựa tập trung lớn. Khác với các vết xước cơ khí, vết lõm thường có bề mặt mịn nhưng làm biến dạng phản xạ ánh sáng trên sản phẩm, gây mất thẩm mỹ nghiêm trọng đối với các chi tiết ngoại quan.
2. 4 Nguyên nhân chính gây ra lỗi lõm bề mặt (sink mark)
Việc xác định nguyên nhân gốc rễ của hiện tượng này đòi hỏi sự phân tích đa chiều từ khâu thiết kế chi tiết, chế tạo khuôn cho đến quy trình vận hành máy ép nhựa.
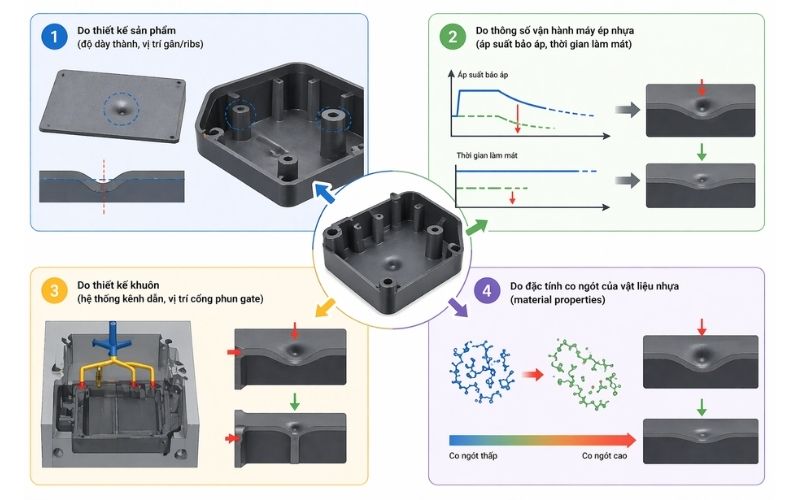
2.1. Do thiết kế sản phẩm (độ dày thành, vị trí gân/ribs)
Đây là nguyên nhân phổ biến nhất. Trong thiết kế cơ khí nhựa, việc để độ dày thành quá lớn hoặc không đồng nhất sẽ tạo ra các vùng tích tụ nhiệt. Đặc biệt, tại các điểm giao nhau giữa gân và thành chính, nếu tỷ lệ độ dày không được kiểm soát tốt, vùng này sẽ nguội chậm hơn đáng kể so với xung quanh, dẫn đến hiện tượng kéo lõm bề mặt đối diện của thành chính.
2.2. Do thông số vận hành máy ép nhựa (áp suất bảo áp, thời gian làm mát)
Quy trình vận hành đóng vai trò then chốt trong việc bù đắp lượng nhựa thiếu hụt do co ngót. Nếu áp suất bảo áp quá thấp hoặc thời gian bảo áp quá ngắn, nhựa sẽ không được nén đủ vào hốc khuôn để lấp đầy các khoảng trống co ngót. Ngoài ra, nếu nhiệt độ nóng chảy của nhựa quá cao hoặc thời gian làm mát quá ngắn, sản phẩm khi lấy ra khỏi khuôn vẫn còn quá nóng, khiến quá trình co ngót tiếp diễn ngoài môi trường và tạo ra lỗi vết lõm.
2.3. Do thiết kế khuôn (hệ thống kênh dẫn, vị trí cổng phun gate)
Cấu trúc khuôn ảnh hưởng trực tiếp đến khả năng truyền áp suất. Nếu cổng gate quá nhỏ hoặc đặt ở vị trí thành mỏng, nó sẽ đông đặc sớm trước khi quá trình bảo áp hoàn tất, ngăn cản dòng nhựa bổ sung vào các vùng thành dày. Hệ thống kênh dẫn không cân đối cũng khiến áp suất phân bổ không đều giữa các hốc khuôn, gây ra lỗi vết lõm cục bộ trên một số sản phẩm trong cùng một lần phun.
2.4. Do đặc tính co ngót của vật liệu nhựa
Mỗi loại vật liệu có hệ số co ngót khác nhau. Các loại nhựa bán kết tinh (Crystalline) như PP, PE, PA thường có tỷ lệ co ngót cao hơn so với nhựa vô định hình (Amorphous) như ABS, PC, PS. Do đó, khi thay đổi vật liệu mà không điều chỉnh lại thiết kế khuôn hoặc thông số máy, rủi ro xuất hiện lỗi vết lõm là rất lớn. Các chất phụ gia hoặc độ ẩm trong nhựa cũng có thể làm thay đổi đặc tính dòng chảy và ảnh hưởng đến kết quả cuối cùng.
3. Các lỗi ép nhựa thường xuất hiện cùng với sink mark
Trong thực tế, các khuyết tật trong ép nhựa hiếm khi xuất hiện đơn lẻ. Hiểu được mối liên hệ giữa chúng giúp kỹ sư có cái nhìn tổng thể về chất lượng sản phẩm.
- Cong vênh (warpage): Do co ngót không đồng đều, vừa gây sink mark vừa tạo ứng suất nội dẫn đến biến dạng sản phẩm.
- Thiếu nhựa (short shot): Việc tăng áp hoặc giảm nhiệt để xử lý sink mark có thể khiến nhựa không điền đầy khuôn cần tối ưu “cửa sổ ép”.
- Đường hàn & cháy xém (weld line, burn mark): Điều chỉnh tốc độ phun hoặc vị trí gate có thể làm phát sinh weld line; áp suất cao dễ gây bẫy khí dẫn đến cháy xém.
4. Cách khắc phục lỗi sink mark nhanh chóng (giải pháp xử lý trực tiếp)
Khi phát hiện lỗi tại xưởng, các kỹ sư cần thực hiện các bước điều chỉnh theo thứ tự ưu tiên từ thông số máy đến sửa đổi phần cứng.
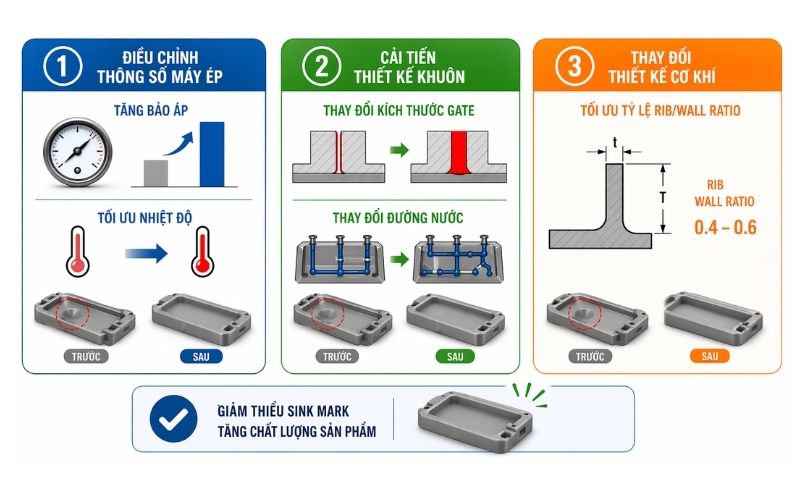
4.1. Điều chỉnh thông số máy ép: Tăng bảo áp và tối ưu nhiệt độ
Biện pháp đầu tiên và ít tốn kém nhất là điều chỉnh máy. Cần tăng mức áp suất bảo áp để ép thêm nhựa vào hốc khuôn nhằm bù đắp cho phần thể tích bị co lại. Đồng thời, kéo dài thời gian bảo áp cho đến khi cổng phun đông đặc hoàn toàn. Việc giảm nhiệt độ khuôn hoặc nhiệt độ nhựa cũng giúp giảm tổng lượng co ngót, nhưng cần thận trọng để tránh gây ra các lỗi về độ bóng bề mặt.
4.2. Cải tiến thiết kế khuôn: Thay đổi kích thước gate và đường nước
Nếu điều chỉnh thông số máy không hiệu quả, cần can thiệp vào khuôn. Mở rộng kích thước cổng phun (gate) giúp duy trì dòng chảy bảo áp lâu hơn. Ngoài ra, việc tối ưu hóa hệ thống làm mát đưa đường nước lạnh đến gần các khu vực thành dày sẽ giúp tản nhiệt nhanh hơn, làm giảm chênh lệch nhiệt độ và hạn chế lỗi vết lõm.
4.3. Thay đổi thiết kế cơ khí: Tối ưu lại tỷ lệ độ dày gân/thành (rib/wall ratio)
Về mặt thiết kế chi tiết, quy tắc vàng là độ dày của gân không nên vượt quá 40% – 60% độ dày của thành chính mà nó gắn vào. Nếu thiết kế ban đầu vi phạm tỷ lệ này, việc sửa đổi khuôn để giảm độ dày gân là giải pháp triệt để nhất để loại bỏ hoàn toàn lỗi vết lõm về lâu dài.
5. Ứng dụng phần mềm Cadmould Flex để loại bỏ sink mark từ giai đoạn thiết kế
Việc sửa khuôn sau khi đã chế tạo là cực kỳ tốn kém và mất thời gian. Do đó, xu hướng hiện đại là sử dụng các giải pháp phần mềm CAE như Cadmould Flex để mô phỏng và dự báo trước mọi rủi ro.
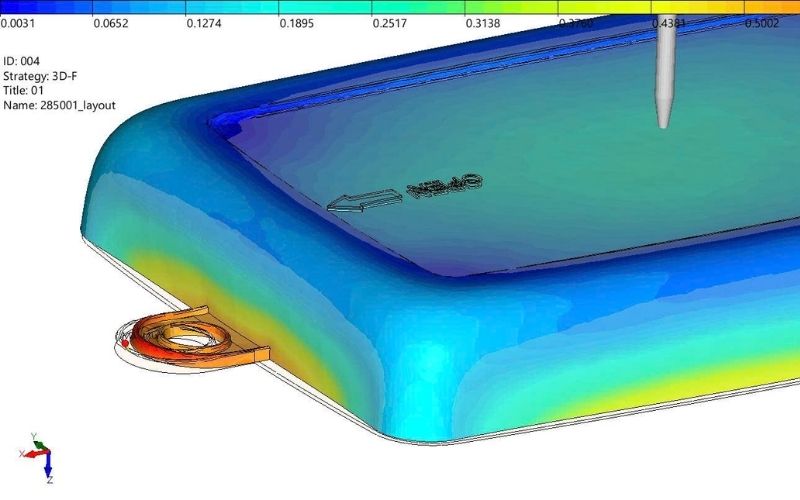
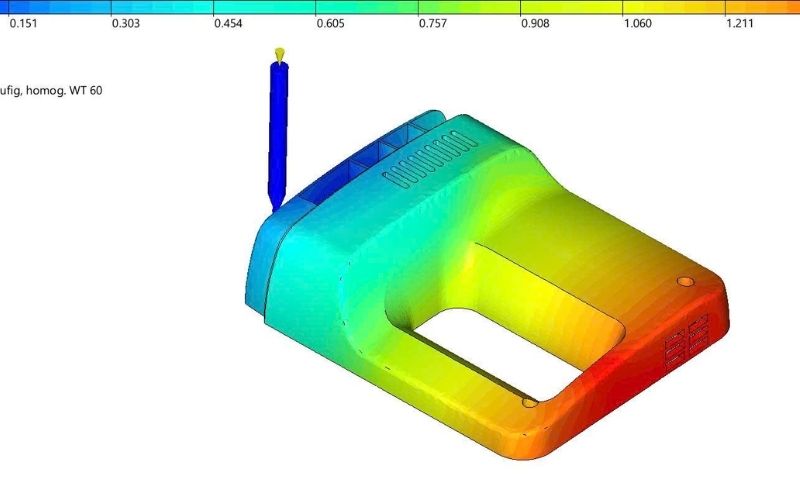
5.1. Mô phỏng quá trình ép nhựa và dự báo chính xác vị trí lõm
Phần mềm Cadmould Flex cho phép các kỹ sư tạo ra một môi trường thử nghiệm ảo hoàn thiện. Thông qua các thuật toán tính toán dòng chảy và truyền nhiệt phức tạp, phần mềm sẽ hiển thị trực quan các vị trí có nguy cơ cao xảy ra lỗi vết lõm. Điều này giúp bộ phận thiết kế điều chỉnh lại cấu trúc sản phẩm ngay trên bản vẽ 3D trước khi tiến hành làm khuôn.
5.2. Phân tích độ co ngót và tối ưu hóa hệ thống làm mát (cooling)
Với module chuyên sâu, Cadmould Flex hỗ trợ tính toán chính xác tỷ lệ co ngót của từng loại vật liệu cụ thể dưới các điều kiện vận hành khác nhau. Tính năng mô phỏng hệ thống làm mát giúp xác định hiệu quả tản nhiệt của khuôn, từ đó bố trí đường nước một cách khoa học nhất để ngăn chặn sự tích tụ nhiệt tại các vùng lõi.
5.3. Cắt giảm chi phí thử khuôn và sửa khuôn bằng công nghệ CAE
Việc ứng dụng Cadmould Flex giúp doanh nghiệp chuyển đổi từ quy trình “thử sai” sang quy trình sản xuất dựa trên dữ liệu. Thay vì phải thử khuôn và sửa khuôn nhiều lần, kỹ sư có thể tối ưu hóa thông số ngay trong phần mềm, giúp rút ngắn thời gian đưa sản phẩm ra thị trường và tiết kiệm hàng ngàn USD chi phí gia công sửa chữa.
6. Tổng hợp bảng tra cứu lỗi ép nhựa và hướng xử lý nhanh
Dưới đây là bảng tóm tắt các hành động nhanh dành cho kỹ thuật viên tại xưởng khi đối mặt với các vấn đề về bề mặt:
| Vấn đề | Nguyên nhân khả nghi | Giải pháp ưu tiên |
| Lỗi vết lõm sâu | Áp suất bảo áp thấp, cổng phun nhỏ | Tăng Holding Pressure, kiểm tra Gate |
| Vết lõm tại chân gân | Gân quá dày so với thành chính | Giảm độ dày gân hoặc tăng làm mát cục bộ |
| Lõm kèm theo biến dạng | Thời gian làm mát quá ngắn | Kéo dài Cooling Time, giảm nhiệt độ khuôn |
| Rỗ khí bên trong | Co ngót lõi nhưng vỏ đã cứng | Tăng áp suất bảo áp, giảm tốc độ phun |
7. Câu hỏi thường gặp về lỗi sink mark trong quá trình ép phun nhựa
Tại sao tăng áp suất bảo áp quá cao vẫn không hết lỗi vết lõm?
Có thể do cổng phun (gate) đã bị đông đặc sớm. Khi đó, dù bạn tăng áp suất tại máy, áp suất đó cũng không thể truyền vào được hốc khuôn để nén nhựa. Hãy kiểm tra lại kích thước gate hoặc nhiệt độ tại khu vực này.
Có phải nhựa có sợi thủy tinh sẽ ít bị lỗi vết lõm hơn?
Đúng, các loại nhựa có gia cường sợi thủy tinh thường có độ co ngót thấp hơn nhựa nguyên sinh, do đó ít khả năng bị lõm hơn. Tuy nhiên, chúng lại dễ gây ra các vấn đề về độ nhám bề mặt và cong vênh do tính dị hướng.
Làm thế nào để biết chính xác thời gian bảo áp bao nhiêu là đủ?
Bạn có thể thực hiện bài kiểm tra cân trọng lượng sản phẩm. Tăng dần thời gian bảo áp và cân sản phẩm cho đến khi trọng lượng không còn tăng thêm nữa. Đó chính là thời điểm cổng phun đã đông đặc hoàn toàn.
Lỗi vết lõm là một thách thức kỹ thuật đòi hỏi sự kết hợp giữa kiến thức chuyên môn và kinh nghiệm thực tiễn để xử lý. Việc hiểu rõ cơ chế co ngót của nhựa cũng như tác động của các thông số vận hành sẽ giúp doanh nghiệp kiểm soát tốt chất lượng đầu ra. Trong kỷ nguyên công nghiệp 4.0, việc ứng dụng các công cụ mạnh mẽ như Cadmould Flex từ SDE Tech chính là chìa khóa để loại bỏ rủi ro ngay từ đầu, đảm bảo tính kinh tế và nâng tầm vị thế cạnh tranh cho doanh nghiệp trên thị trường quốc tế.
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719