English
English 日本語
日本語 한국어
한국어
Trong sản xuất cơ khí chính xác, toolpath là cầu nối quan trọng giữa bản vẽ thiết kế và sản phẩm thực tế. Việc thiết lập đường chạy dao hợp lý không chỉ đảm bảo độ chính xác gia công mà còn tác động trực tiếp đến hiệu quả kinh tế của doanh nghiệp. Bài viết này sẽ phân tích khái niệm toolpath và các kỹ thuật tối ưu hóa đường chạy dao trong môi trường sản xuất công nghiệp.
1. Khái niệm chuyên sâu về toolpath là gì
Về mặt kỹ thuật, toolpath là tập hợp dữ liệu tọa độ và lệnh điều khiển chuyển động của dụng cụ cắt trong không gian 3D. Đây là đầu ra của quá trình lập trình trên phần mềm CAM, dùng để hướng dẫn máy CNC loại bỏ vật liệu từ phôi và tạo hình chi tiết.
Một đường chạy dao chuẩn xác bao gồm chuỗi các điểm nối tiếp nhau, mỗi điểm mang giá trị tọa độ (X, Y, Z) và các thông số phụ trợ như tốc độ tiến dao, tốc độ trục chính và hướng vectơ của dao. Các dữ liệu này sau đó được bộ xử lý hậu kỳ (Post-processor) chuyển đổi thành mã G-code – ngôn ngữ mà bộ điều khiển máy CNC có thể đọc và thi hành.
2. Các thành phần dữ liệu cấu thành đường chạy dao
Để cấu thành một đường chạy dao hoàn chỉnh, phần mềm cần tích hợp nhiều lớp dữ liệu khác nhau. Khi nghiên cứu về toolpath là gì, chúng ta cần phân tách các yếu tố sau:
- Dữ liệu vị trí (Position data): Các tọa độ điểm mà tâm dụng cụ hoặc đỉnh dụng cụ phải đi qua.
- Thông số công nghệ (Technology parameters): Bao gồm tốc độ cắt (Cutting speed) và bước tiến (Feed rate), được tối ưu theo vật liệu.
- Chuyển động liên kết (Link moves): Các đường nối giữa các vùng gia công khác nhau, bao gồm nhấc dao an toàn và tiếp cận phôi.
- Dữ liệu vectơ (Normal vectors): Xác định góc tiếp xúc của dao đối với bề mặt chi tiết, đặc biệt quan trọng trong gia công bề mặt phức tạp và gia công 5 trục.
Việc thiếu sót hoặc sai lệch trong việc thiết lập các thành phần này sẽ dẫn đến các rủi ro như va chạm máy, gãy dao hoặc bề mặt chi tiết bị lỗi nghiêm trọng.
3. Phân loại các chiến lược chạy dao phổ biến trong lập trình CAM
Tùy theo đặc điểm hình học và yêu cầu kỹ thuật, các loại toolpath là gì thường gặp bao gồm:
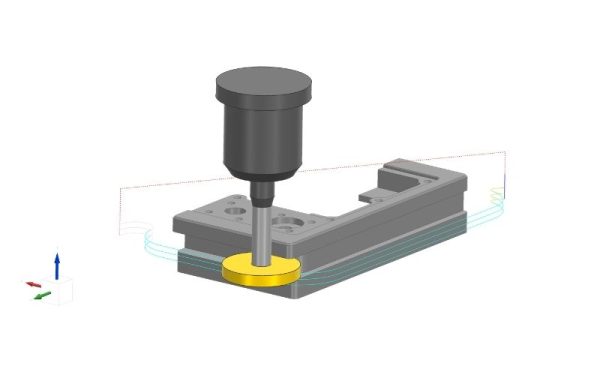
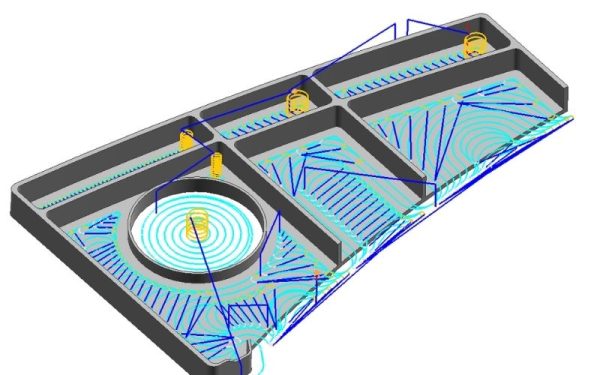
3.1 Chiến lược chạy dao 2D và 2.5D
Thường áp dụng cho các chi tiết có biên dạng phẳng hoặc các hốc có độ sâu cố định. Trong chiến lược này, dao di chuyển chủ yếu trên mặt phẳng XY. Các kiểu chạy dao phổ biến bao gồm Pocketing (phay hốc), Facing (phay mặt đầu) và Profiling (phay biên dạng). Dù là dạng cơ bản, nhưng việc tối ưu toolpath là gì ở mức độ 2D vẫn mang lại hiệu quả giảm thời gian chờ rất lớn.
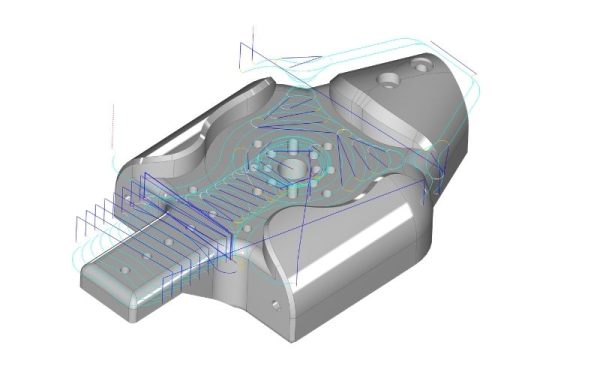
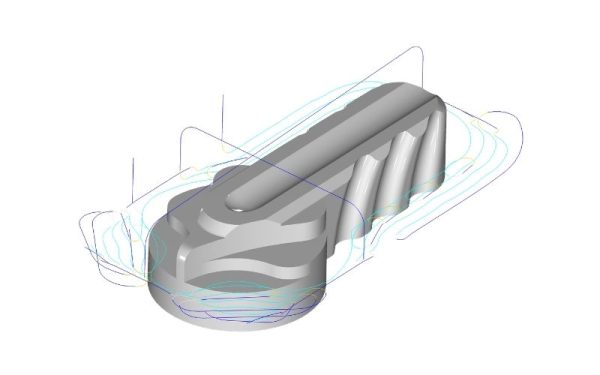
3.2 Chiến lược chạy dao 3D (Surface machining)
Khi gia công các bề mặt cong hoặc khuôn mẫu, phần mềm cần tạo ra các đường chạy dao bám sát bề mặt (Contour) hoặc chạy song song (Parallel). Độ chính xác của bề mặt phụ thuộc vào thông số Stepover (khoảng dịch dao ngang). Nếu khoảng cách này quá lớn, bề mặt sẽ bị nhám; nếu quá nhỏ, thời gian gia công sẽ kéo dài vô ích.
3.3 Chiến lược chạy dao tốc độ cao (High-speed machining – HSM)
Đây là bước tiến lớn trong kỹ thuật gia công. Các đường chạy dao HSM tránh các góc nhọn đột ngột, thay vào đó là các cung tròn mềm mại để duy trì vận tốc cắt ổn định. Công nghệ này giúp giảm sốc cho trục chính và bảo vệ dụng cụ cắt khỏi tình trạng quá nhiệt.
4. Tại sao doanh nghiệp cần tối ưu hóa toolpath trong sản xuất?
Tối ưu hóa đường chạy dao không chỉ đơn thuần là việc làm cho máy chạy nhanh hơn. Đó là một chiến lược tổng thể nhằm nâng cao hiệu suất thiết bị (OEE), tối ưu gia công CNC.
- Giảm tải cho dụng cụ cắt: Chiến lược chạy dao hợp lý giúp duy trì độ dày phoi ổn định, hạn chế tích nhiệt và kéo dài tuổi thọ dao.
- Tăng chất lượng bề mặt: Tối ưu điểm Lead-in/Lead-out giúp giảm vết hằn và hạn chế công đoạn xử lý nguội.
- Bảo vệ máy CNC: Đường chạy dao mượt giúp giảm rung chấn, hạn chế mài mòn trục chính và hệ thống vít me.
- Rút ngắn thời gian chu kỳ: Tối ưu các chuyển động không cắt (Rapid moves) có thể giảm 15–30% thời gian gia công cho mỗi chi tiết.

5. Các yếu tố kỹ thuật ảnh hưởng đến chất lượng đường chạy dao
Để một bản thiết kế toolpath là gì vận hành hiệu quả trên máy thực tế, cần xem xét các yếu tố sau:
- Độ dung sai phần mềm (Chordal deviation): Là sự sai lệch giữa đường cong toán học và các đoạn thẳng thực tế mà máy CNC di chuyển. Dung sai càng nhỏ, đường chạy dao càng mịn nhưng dung lượng file G-code sẽ càng lớn.
- Khả năng xử lý của bộ điều khiển (Look-ahead): Máy CNC đời mới có khả năng đọc trước hàng trăm dòng lệnh để điều chỉnh tốc độ tại các khúc cua. Nếu đường chạy dao quá phức tạp mà bộ điều khiển xử lý chậm, máy sẽ xảy ra hiện tượng “giật” (stuttering).
- Chiến lược kiểm soát phoi: Đường chạy dao cần đảm bảo phoi được thoát ra ngoài dễ dàng, tránh tình trạng kẹt phoi gây hỏng bề mặt hoặc gãy dao.
SDE TECH cung cấp các giải pháp phần mềm hàng đầu thế giới như Siemens NX, Mastercam kêt hợp các công nghệ tính toán đường chạy dao tiên tiến nhất. Ví dụ, công nghệ VoluMill, feedcontrol tích hợp trong các phần mềm này cho phép tạo ra các đường chạy dao thô cực nhanh bằng cách duy trì góc tiếp xúc dao không đổi.
6. Câu hỏi thường gặp về đường chạy dao (FAQ)
6.1 Sự khác biệt giữa Toolpath và G-code là gì?
Toolpath là gì thực chất là dữ liệu hình học và kỹ thuật được tính toán trong môi trường CAM (thường ở dạng CL-data). Còn G-code là ngôn ngữ lập trình cụ thể được xuất ra từ Toolpath thông qua Post-processor để máy CNC có thể hiểu và thực thi.
6.2 Tại sao máy CNC bị giật khi chạy các đường chạy dao 3D phức tạp?
Hiện tượng này thường do mật độ điểm tọa độ quá dày đặc vượt quá khả năng xử lý của bộ điều khiển máy (Buffer) hoặc do dung sai lập trình quá nhỏ. Cần tối ưu hóa lại bộ lọc (Smoothing filter) trong phần mềm CAM để giải quyết vấn đề này.
6.3 Làm thế nào để giảm thời gian gia công mà không gây hại cho dao?
Bạn nên áp dụng các chiến lược chạy dao phay tốc độ cao (HSM) hoặc phay động năng (Trochoidal milling). Các phương pháp này tận dụng tối đa chiều dài lưỡi cắt nhưng giữ tải trọng trên dao thấp, giúp tăng tốc độ mà vẫn đảm bảo an toàn.
Hiểu rõ toolpath là gì và cách thức vận hành của nó là nền tảng để nâng cao năng lực sản xuất của bất kỳ doanh nghiệp cơ khí nào. Đầu tư vào phần mềm CAM chất lượng và quy trình tối ưu hóa đường chạy dao chính là đầu tư vào sự bền vững của hệ thống máy móc và chất lượng sản phẩm đầu ra.
Tại SDE TECH, đội ngũ chuyên gia của chúng tôi luôn sẵn sàng hỗ trợ quý doanh nghiệp trong việc tư vấn và chuyển giao các công nghệ lập trình gia công CNC tiên tiến nhất. Hãy liên hệ với chúng tôi để hiện thực hóa các mục tiêu tối ưu hóa sản xuất ngay hôm nay.
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719