
 English
English 日本語
日本語 한국어
한국어
Trong quá trình vận hành xưởng ép phun nhựa, việc tối ưu hóa chất lượng bề mặt và độ bền cơ lý của chi tiết luôn là bài toán cân não. Bên cạnh các khuyết tật phổ biến như bẫy khí hay co ngót, lỗi đường hàn (Weld Line) chính là một trong những nguyên nhân hàng đầu khiến sản phẩm bị loại bỏ khi kiểm tra chất lượng (QC). Hiểu rõ cơ chế hình thành và biết cách ứng dụng công nghệ mô phỏng tiên tiến sẽ giúp doanh nghiệp chủ động làm chủ chất lượng, loại bỏ lãng phí ngay từ khâu thiết kế.
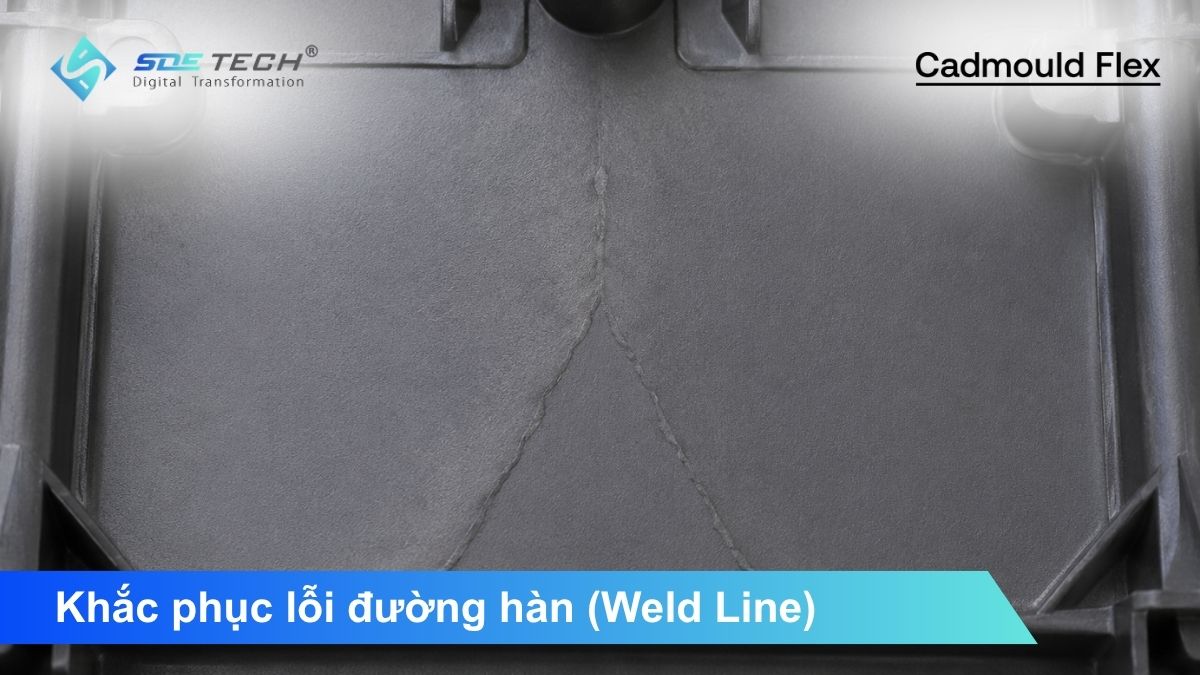
1. Lỗi đường hàn là gì? Phân biệt Weld Line và Meld Line
Về mặt bản chất, lỗi đường hàn là một đường rãnh hoặc vết sọc mỏng xuất hiện trên bề mặt sản phẩm nhựa. Hiện tượng này xảy ra khi hai hay nhiều dòng nhựa nóng chảy di chuyển độc lập trong lòng khuôn (do bị chia cắt bởi lõi khuôn, chốt cắm hoặc độ dày thành thay đổi) gặp lại và hòa trộn với nhau.
Tuy nhiên, dưới góc độ kỹ thuật chuyên sâu, lỗi này được chia làm hai loại dựa trên góc hội tụ của dòng chảy:
- Weld Line: Xuất hiện khi hai đầu dòng chảy va chạm trực diện với nhau theo góc nhỏ hơn 135° (thường gặp khi dòng nhựa bao quanh một lỗ hổng tròn và gặp nhau ở phía đối diện). Do hai mặt tiếp xúc đã có sự suy giảm nhiệt độ và bắt đầu đông đặc nhẹ, các chuỗi polymer khó có thể đan xen, hòa trộn hoàn toàn vào nhau, tạo ra một ranh giới chia cắt rõ rệt cả về thẩm mỹ lẫn kết cấu.
- Meld Line: Xuất hiện khi các dòng chảy di chuyển song song và nhập lại với nhau theo góc lớn hơn 135°. Lúc này, hai dòng nhựa cuộn vào nhau theo cùng một hướng dòng chảy nên cấu trúc liên kết phân tử bền vững hơn, vết lằn trên bề mặt cũng mờ và khó phát hiện hơn so với Weld Line.
Góc hội tụ < 135° => Weld Line (Liên kết yếu, vết lằn rõ)
Góc hội tụ > 135° => Meld Line (Liên kết tốt hơn, vết lằn mờ)

2. Tại sao lỗi đường hàn gây nguy hại cho sản phẩm nhựa?
Nhiều doanh nghiệp thường chủ quan coi đường hàn chỉ là một tỳ vết nhỏ về ngoại quan. Thực tế, khuyết tật này để lại những hệ lụy nghiêm trọng về chất lượng:
2.1. Ảnh hưởng đến thẩm mỹ (Vết sọc bề mặt, mất độ bóng)
Đường hàn tạo ra một vết nứt vi mô trên bề mặt, làm đứt gãy tính liên tục của cấu trúc sản phẩm. Đối với các chi tiết yêu cầu thẩm mỹ cao như vỏ điện thoại, linh kiện nội thất ô tô hay đồ gia dụng cao cấp, vết sọc này làm mất đi độ bóng đồng nhất, khiến sản phẩm bị đánh giá là kém chất lượng.
2.2. Suy giảm độ bền cấu trúc (Dễ nứt gãy tại vị trí tiếp giáp)
Tại vị trí Weld Line, các chuỗi polymer không được hòa trộn khuếch tán vào nhau một cách hoàn chỉnh. Kh khu vực này nguội đi, nó trở thành một “vết nứt tiềm ẩn” bên trong kết cấu chi tiết. Khi sản phẩm chịu tải trọng, áp lực hoặc va đập trong quá trình sử dụng, vị trí đường hàn sẽ là điểm đầu tiên bị nứt gãy.
2.3. Nguy cơ rò rỉ đối với các chi tiết chứa chất lỏng/khí
Đối với các sản phẩm như bình chứa, ống dẫn, hoặc các đầu nối kỹ thuật, mối liên kết lỏng lẻo tại đường hàn sẽ tạo ra các kẽ hở siêu nhỏ dưới áp suất cao. Điều này dẫn đến hiện tượng rò rỉ chất lỏng hoặc khí, làm phá hủy hoàn toàn công năng của cụm chi tiết.

3. Nguyên nhân cốt lõi hình thành lỗi đường hàn
Lỗi đường hàn là kết quả của sự tương tác phức tạp giữa thiết kế và thông số công nghệ. Cụ thể gồm 3 nhóm nguyên nhân chính:
3.1. Do thiết kế sản phẩm
Sự hiện diện của các lỗ hổng (holes), vách ngăn bên trong, hoặc sự thay đổi đột ngột về độ dày thành chi tiết bắt buộc dòng nhựa phải tách đôi. Khi độ dày thành quá mỏng, dòng nhựa bị mất nhiệt nhanh chóng, khiến khả năng hòa quyện tại điểm hội tụ giảm xuống mức tối thiểu.
3.2. Do hệ thống khuôn
- Vị trí cổng phun (Gate Layout): Khoảng cách từ cổng phun đến điểm hội tụ quá xa khiến nhựa bị nguội trước khi kịp gặp nhau. Số lượng cổng phun bố trí chưa hợp lý cũng tạo ra nhiều đường hàn không cần thiết.
- Hệ thống thoát khí (Venting): Khi hai dòng nhựa ép vào nhau, chúng sẽ đẩy một lượng không khí về phía điểm gặp. Nếu vị trí này không có rãnh thoát khí đủ tốt, khối khí bị nén lại sẽ tạo ra áp suất ngược, ngăn cản sự tiếp xúc và hòa nhập của hai dòng nhựa.
3.3. Do thông số máy ép nhựa
- Nhiệt độ nhựa nóng chảy (Melt temperature) hoặc nhiệt độ vách khuôn (Mold temperature) cài đặt quá thấp.
- Tốc độ phun quá chậm khiến mặt đầu dòng chảy bị đông cứng trước.
- Áp suất phun và áp suất bảo áp (Holding pressure) không đủ lớn để ép chặt các phân tử nhựa tại điểm giao thoa.

4. Cách khắc phục lỗi đường hàn theo kinh nghiệm thực tế
Khi phát hiện lỗi đường hàn trong quá trình thử khuôn, các kỹ thuật viên vận hành thường áp dụng các giải pháp tùy chỉnh thực tế sau:
4.1. Điều chỉnh thông số trên máy ép nhựa
- Tăng nhiệt độ: Nâng nhiệt độ nhựa và nhiệt độ khuôn giúp tăng động năng của các chuỗi phân tử polymer, giữ cho mặt đầu dòng chảy luôn ở trạng thái lỏng lý tưởng để dễ dàng hòa nhập.
- Tăng áp suất bảo áp và thời gian bảo áp: Ép chặt hai dòng nhựa vào nhau ở giai đoạn cuối chu kỳ nhằm nén nhỏ vết rãnh bề mặt và tăng độ bám dính kết cấu.
4.2. Thay đổi cấu trúc cơ khí trên khuôn
- Dịch chuyển vị trí Gate: Tính toán lại vị trí cổng phun để thay đổi hướng di chuyển của dòng nhựa, hướng điểm hội tụ về các vùng có độ dày lớn hơn nhằm giữ nhiệt.
- Bổ sung giếng tràn (Overflow Well): Thiết kế thêm một hốc nhỏ nằm ngay phía sau vị trí đường hàn dự kiến. Dòng nhựa đầu dòng (vốn là phần nhựa nguội nhất, chứa nhiều tạp chất và khí nhất) sẽ bị đẩy hoàn toàn vào giếng tràn này, để lại phần nhựa nóng hơn hòa quyện hoàn hảo tại vị trí chi tiết chính.

5. Loại bỏ lỗi đường hàn ngay từ khâu thiết kế với Cadmould Flex
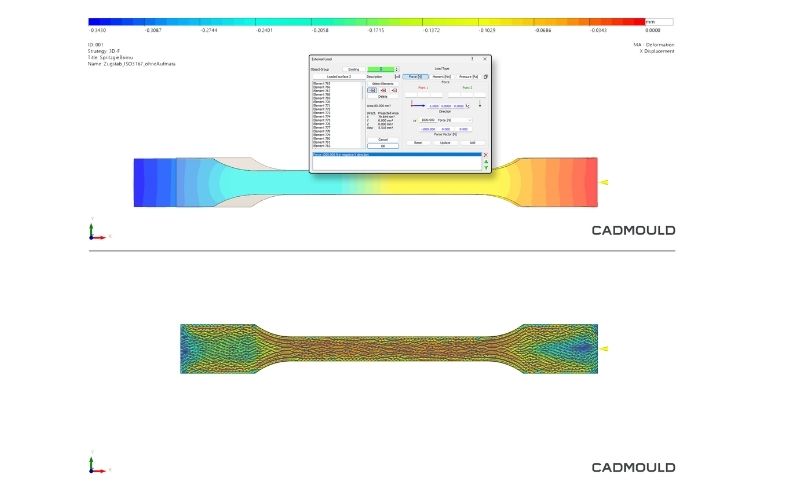
Việc sửa đổi khuôn mẫu vật lý (mài thép, dời cổng phun) luôn đi kèm chi phí đắt đỏ và làm chậm tiến độ dự án. Công nghệ mô phỏng CAE với phần mềm Cadmould Flex từ Đức cho phép các kỹ sư chủ động xử lý lỗi đường hàn ngay trên mô hình 3D.
5.1. Dự báo chính xác vị trí đường hàn qua mô phỏng điền đầy (Filling)
Cadmould Flex tái hiện trực quan toàn bộ quá trình nhựa lấp đầy lòng khuôn. Phần mềm sẽ tự động đánh dấu chính xác vị trí xuất hiện của Weld Line và Meld Line bằng các dải màu trực quan, giúp kỹ sư nhận diện nguy cơ trước khi tiến hành chế tạo khuôn.
5.2. Tối ưu hóa vị trí cổng phun (Gate Optimization)
Thay vì đoán mò, kỹ sư có thể thử nghiệm thay đổi nhiều vị trí cổng phun khác nhau trên phần mềm để điều chỉnh hướng dòng chảy. Mục tiêu là chuyển dịch đường hàn từ các vị trí chịu lực quan trọng hoặc các bề mặt thẩm mỹ sang các khu vực khuất, không quan trọng của chi tiết.
5.3. Phân tích nhiệt độ tại điểm gặp của dòng chảy
Cadmould Flex tính toán chính xác nhiệt độ của mặt đầu dòng chảy (Flow front temperature) tại thời điểm chúng va chạm. Nếu phần mềm cảnh báo nhiệt độ tụt sâu dưới dải nhiệt độ an toàn của vật liệu, kỹ sư biết rằng mối liên kết tại đó sẽ rất yếu và cần phải can thiệp điều chỉnh hệ thống làm mát hoặc độ dày thành khuôn.
5.4. Tiết kiệm hàng ngàn USD chi phí sửa khuôn
Nhờ việc tối ưu hóa thiết kế ngay trong môi trường ảo, doanh nghiệp giảm thiểu tối đa số lần phải mang khuôn đi sửa hoặc làm lại thép. Khuôn mẫu khi xuất xưởng có độ chính xác cao, giúp rút ngắn chu kỳ đưa sản phẩm ra thị trường và tối ưu hóa ROI (Tỷ suất hoàn vốn).
6. Câu hỏi thường gặp về lỗi đường hàn
Làm thế nào để che giấu vết đường hàn trên sản phẩm hoàn thiện?
Nếu không thể triệt tiêu hoàn toàn đường hàn do giới hạn hình học, bạn có thể xử lý bề mặt lòng khuôn bằng cách tạo vân nhám (texture) hoặc bắn cát. Kết cấu nhám trên bề mặt chi tiết nhựa sau khi đúc sẽ giúp tán xạ ánh sáng, khiến mắt người khó phát hiện ra vết lằn của đường hàn hơn so với bề mặt bóng trơn.
Tại sao tăng tốc độ phun đôi khi không khắc phục được lỗi đường hàn?
Theo lý thuyết, tăng tốc độ phun giúp nhựa điền đầy nhanh hơn và ít mất nhiệt hơn. Tuy nhiên, nếu hệ thống thoát khí (venting) của khuôn bị kém, tốc độ phun quá nhanh sẽ khiến không khí không kịp thoát ra ngoài, bị nén lại tạo thành một túi khí áp suất cao ngay tại điểm hội tụ. Áp suất ngược này ngăn cản hai dòng nhựa hòa nhập vào nhau, khiến lỗi đường hàn trở nên tồi tệ hơn, thậm chí gây ra lỗi bẫy khí hoặc cháy xém bề mặt.
Cadmould Flex có thể mô phỏng được độ bền của vị trí đường hàn không?
Có. Dựa trên các dữ liệu về góc hội tụ (Weld angle), áp suất đỉnh và nhiệt độ tại thời điểm tiếp xúc của dòng chảy, Cadmould Flex có thể đưa ra các chỉ số dự báo về độ bám dính vật liệu (Welding quality). Từ đó, kỹ sư có thể đánh giá định lượng được vị trí đường hàn đó có đạt tiêu chuẩn chịu lực của chi tiết hay không.
Lỗi đường hàn là một thách thức kỹ thuật hoàn toàn có thể kiểm soát nếu doanh nghiệp có một cách tiếp cận khoa học và bài bản. Sử dụng giải pháp mô phỏng số Cadmould Flex dưới sự đồng hành kỹ thuật chuyên sâu của SDE Tech chính là chiếc chìa khóa giúp tối ưu hóa thiết kế, nâng cao chất lượng sản phẩm và khẳng định năng lực cạnh tranh bền vững cho doanh nghiệp trong chuỗi cung ứng ngành nhựa.
Liên hệ ngay với SDE Tech hôm nay để nhận tư vấn lộ trình tối ưu hóa khuôn mẫu và giải quyết triệt để các lỗi ép phun trên sản phẩm của bạn!
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

