
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
The plastic injection molding industry plays a critical role in the supply chain of electronics, automotive components, and consumer goods. However, maintaining stable product quality remains a significant challenge for mold engineers. The occurrence of common injection molding defects not only leads to material waste and higher production costs but also delays order delivery schedules. This article provides a detailed analysis of the most common defects and the most scientifically grounded approaches to resolving them.

1. Common Injection Molding Defects
Filling is the most critical stage in the injection molding cycle. Any imbalance during this phase can lead to geometric and physical defects in the final product.
1.1 Short Shot
A short shot occurs when molten plastic fails to completely fill the mold cavity before solidification. The main causes include insufficient injection pressure, low melt temperature, or an inefficient runner system that leads to significant pressure loss. This is one of the most common injection molding defects and has a direct financial impact, as the final product becomes unusable. To fix this injection molding defect, engineers need to rebalance flow distribution and re-evaluate the gate location to ensure proper and complete cavity filling.
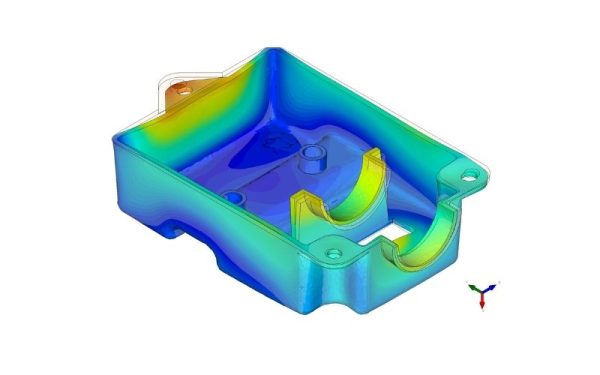
1.2. Warpage (Product Deformation))
Warpage is the phenomenon where a product deforms compared to its original design after cooling. The root cause is uneven shrinkage between different areas of the plastic part. Differences in wall thickness and cooling rates at various locations in the mold lead to the accumulation of residual stress. Controlling warpage defects requires intervention from the design stage, particularly through cooling system design optimization and packing pressure time optimization.
1.3 Weld Lines
Weld lines appear when two or more melt fronts meet after flowing around obstacles such as cores or pins inside the mold. If the temperature at the meeting point is too low, the polymer chains do not fuse properly, resulting in visible lines or weak joints on the surface. This is one of the most difficult injection molding defects to eliminate without proper gate design from the beginning.
1.4 Sink Marks
Sink marks typically occur in areas with thick wall sections or at the base of reinforcing ribs. As the internal plastic cools and shrinks, it pulls the surface inward, creating a depression because the outer layer has not fully solidified yet. To minimize this defect, manufacturers should ensure uniform wall thickness and optimize holding pressure parameters in the injection molding process.
1.5 Air Traps
Air traps occur when air becomes enclosed inside the mold cavity during filling, especially in complex geometries or dead-end areas. The trapped air creates voids or weak spots inside the part, reducing structural strength.
1.6 Burn Marks
If air traps are not properly vented, they may lead to burn marks. Compressed air is rapidly heated by the incoming melt (Diesel effect), causing localized burning of the polymer. These appear as black or dark brown marks near the end of flow paths.
1.7 Silver Streaks
Silver streaks are small white streaks that appear along the flow direction of the plastic melt. This defect is mainly caused by insufficient drying of moisture in the plastic pellets, or by excessively high melt temperature leading to slight degradation of additives. When the material is injected at high speed, water vapor or decomposition gases form elongated streaks on the surface. This is a very common defect in engineering plastics processing such as ABS or PC.
1.8. Delamination
Delamination is a phenomenon where the surface of a plastic part separates into thin layers like an onion skin. It is usually caused by mixing incompatible types of plastic materials or by excessive use of mold release agents. When the plastic layers cannot form strong molecular bonds, they easily separate under light mechanical stress.
1.9 Jetting
Jetting occurs when molten plastic is injected into the mold cavity at excessively high velocity through a small gate, forming a jet stream that solidifies before the cavity is fully filled. As a result, snake-like wavy flow marks appear on the product surface. To address this issue, engineers need to redesign the gate or use optimization features in Cadmould Flex to adjust the multi-stage injection speed, ensuring stable and uniform mold filling.
2. Operating Procedure Guidelines to Minimize Injection Molding Defects
In addition to mold design factors, professional machine operation plays a crucial role in maintaining product quality.
2.1 Controlling Material Temperature and Moisture
Many engineering plastics are highly hygroscopic, such as PA, PC, and PET. If they are not properly dried, moisture can generate silver streaks or internal air bubbles in the final product. SDE Tech recommends that factories implement strict material drying procedures and monitor actual melt temperature at the nozzle. This helps proactively fix injection molding defects before they occur.
2.2 Regular Maintenance of Mold Systems
Wear on mold plates or clogging of venting channels after long-term use often leads to burn marks on products. Establishing a maintenance schedule, cleaning molds regularly, and checking the sealing condition of parting surfaces are essential requirements to reduce common injection molding defects caused by mechanical factors.
3. Mold Optimization Solution Using Cadmould Flex
Instead of fixing defects after parts are produced, SDE Tech provides a preventive solution from the design stage through SIMCON technology from Germany.
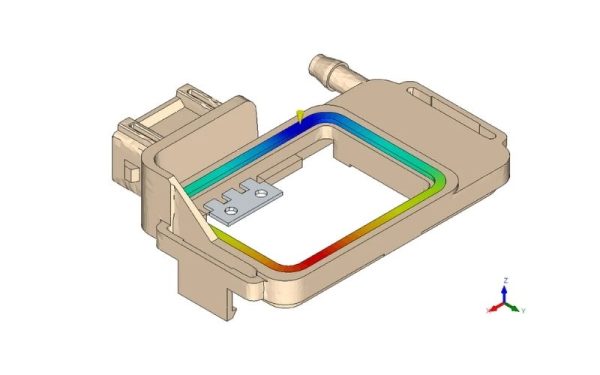
Cadmould Flex is a powerful tool that allows engineers to simulate the entire plastic injection process inside the mold. The software provides detailed insights into pressure, temperature, filling time, and flow direction. With its high-precision analysis capabilities, users can detect common injection molding defects at an early stage.
What makes Cadmould Flex more advanced and professional is the integration of breakthrough technologies:
- Varimos AI technology: Instead of relying on engineering assumptions, AI analyzes and recommends the optimal design solution (gate size, runner layout, etc.) to achieve the best quality at the lowest cost.
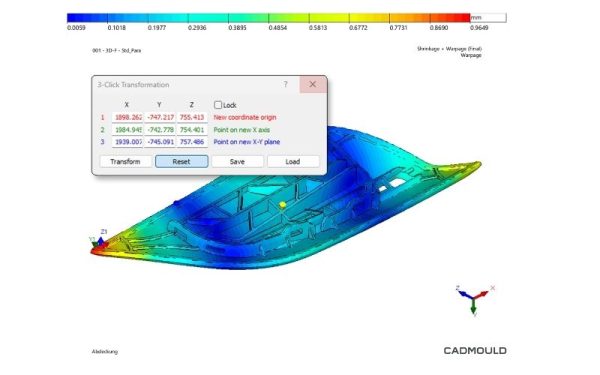
- Advanced 3D thermal cycle analysis: With the 3D-F algorithm, mold cooling system simulation becomes highly visual and extremely accurate. Temperature distribution inside the mold is balanced, helping eliminate root causes of warpage defects and sink marks.
By applying this solution, companies can significantly reduce mold trial iterations, save thousands of dollars in material and operational costs, and shorten time-to-market.
4. Frequently Asked Questions About Injection Molding Defects
Below are expert answers to common technical questions, helping engineering teams quickly troubleshoot production issues on the shop floor.
4.1 Why do burn marks appear at the end of the flow path?
This is known as the diesel effect. When air trapped inside the mold cannot escape through venting channels, it is compressed by the incoming molten plastic at very high pressure. This causes a sudden temperature rise, leading to material burning. The solution is to inspect and improve venting at the affected area or reduce injection speed during the final filling stage.
4.2 Does using recycled plastic increase common injection molding defects?
Yes. Recycled plastic typically has unstable Melt Flow Index (MFI) and may contain impurities. This can easily lead to short shots or surface defects. When using recycled materials, it is necessary to strictly control blending ratios and adjust machine settings, including temperature profiles and process parameters.
4.3 Can Cadmould Flex simulate special engineering plastics?
Yes. Cadmould Flex includes a large material database with over 10,000 plastic grades from leading global suppliers. The software can accurately simulate engineering plastics, glass-fiber reinforced plastics, and heat-resistant materials, allowing engineers to predict flow behavior in advance with high precision.
Identifying and solving common injection molding defects is an ongoing optimization process. In the era of smart manufacturing, relying solely on experience is no longer sufficient. Businesses need advanced simulation tools like Cadmould Flex to transform hidden risks into controllable engineering parameters.
Contact SDE Tech today to receive consultation on injection molding simulation solutions and get a Cadmould Flex trial version!
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

