
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
In the plastic injection molding industry, achieving a flawless product right from the first mold trial (T1) is the ultimate goal for every engineering team. However, in reality, this is rarely an easy task. One of the most common defects that can severely impact product quality is Air Traps. This article provides an in-depth analysis of the root causes of air trap defects and explains how Cadmould Flex simulation technology helps manufacturers eliminate these issues early in the mold design stage.

1. What Are Air Traps in Injection Molding?
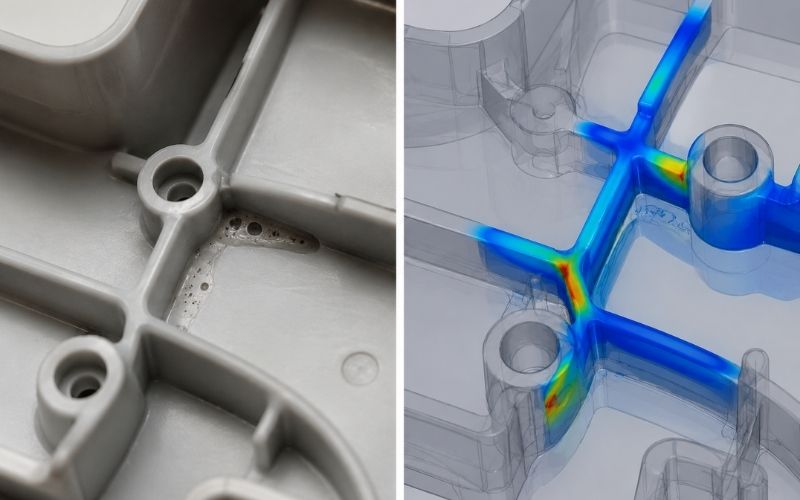
Air Traps occur when molten plastic flow surrounds and traps pockets of air or gas (generated from the plastic material itself) inside the mold cavity. Without a proper venting path, the trapped gas becomes highly compressed by the advancing molten resin under extremely high pressure.
Consequences of Air Trap Defects
- Burn Marks: When trapped gas is excessively compressed, the local temperature rises dramatically due to the “diesel effect,” causing the plastic material to burn and leaving black or brown scorch marks on the product surface.
- Short Shots: The pressure created by trapped air prevents the molten plastic from completely filling the mold cavity, resulting in incomplete parts or missing features.
- Surface Defects and Air Bubbles: Air traps can create voids, rough surface textures, or internal gas bubbles that negatively affect the product’s appearance and surface quality.
- Structural Weakness: At air trap locations, the bonding between melt fronts is interrupted, creating weak points that are more likely to crack or fail under mechanical stress.
2. Causes of Air Trap Defects in Injection Molding
To effectively eliminate Air Traps, it is essential to understand why trapped gas cannot escape from the mold cavity. In most cases, there are four primary causes:
- Improper Gate Design: The gate location determines how molten plastic flows inside the mold cavity. If the gate is positioned incorrectly, the melt may fill thicker sections first and then surround thinner regions, effectively trapping air between converging flow fronts.
- Inefficient Venting System: Air is always present inside the mold cavity before injection begins. If venting channels are too small, clogged by resin residue, or positioned incorrectly (not located at the end-of-fill areas), trapped air will have no escape path during the filling process.
- Non-Uniform Wall Thickness: Molten plastic tends to flow faster through thicker sections and slower through thinner areas — a phenomenon commonly known as the “race-track effect.” This difference in flow velocity can easily create isolated gas pockets inside the cavity.
- Incorrect Injection Molding Parameters: Excessively high injection speed may prevent air from escaping through the venting system in time. Likewise, insufficient injection pressure can disrupt the proper sequential filling of the cavity, increasing the likelihood of air entrapment.

3. Traditional Methods for Eliminating Air Trap Defects in Injection Molding
Before simulation technologies became widely adopted, mold engineers mainly relied on practical experience and on-site adjustments to solve Air Trap defects. Below are the most common methods traditionally applied directly on the production floor.
3.1. Manual Venting Groove Modification
This is the most widely used approach. Engineers identify air trap locations based on burn marks appearing on trial parts, then use handheld grinders or milling machines to create small venting grooves on the mold parting surface. These vent channels are typically machined with depths ranging from 0.01 mm to 0.03 mm, depending on the plastic material. The objective is to allow trapped gas to escape while preventing molten plastic from flashing into the vents.
3.2. Using Specialized Venting Components (Vent Pins & Porous Metal)
- Vent Pins: Instead of conventional ejector pins, engineers slightly grind the pin edges to create micro-clearances that allow gas to escape into the ejector plate system.
- Porous Metal Inserts: For air traps located deep inside the mold cavity — especially areas far from the parting line — mold designers may replace sections of tool steel with porous metal materials such as Sintex. These materials contain microscopic pores that allow air to pass through while blocking molten plastic flow.
3.3. Adjusting Injection Molding Parameters
When air traps are detected, machine operators commonly attempt several process adjustments:
- Reducing injection speed: Slower filling gives trapped gas more time to escape through natural mold clearances and venting channels.
- Reducing clamping force: In some cases, slightly lowering mold clamping force creates a micro-gap along the parting line, improving gas evacuation. However, this method increases the risk of flash defects.
3.4. Drilling Additional Vent Holes
In extremely difficult situations, mold technicians may drill small vent holes directly through the mold core or cavity at the exact air trap location to release trapped gas. Although effective in some cases, this method often leaves visible pin marks on the final product surface, negatively affecting product aesthetics.
Limitations of Traditional Troubleshooting Methods: Most conventional air trap solutions are reactive “firefighting” approaches applied only after the mold has already been manufactured and tested. Repeated grinding, drilling, or manual modifications on hardened tool steel not only reduce mold lifespan but also introduce the risk of permanent mold damage if the defect location is incorrectly identified.
3.5. How Cadmould Flex Helps Engineers Predict Air Traps Before Mold Manufacturing
Instead of spending weeks and significant costs on mold rework after failed mold trials, Cadmould Flex allows engineers to visualize the entire filling process inside a virtual simulation environment before steel cutting even begins. The software accurately reproduces how molten plastic flows through the cavity in real time and automatically identifies areas where trapped air is likely to occur using intuitive visualization tools.
- Pressure and Temperature Analysis at Air Trap Locations: Beyond simply locating potential air traps, Cadmould Flex also calculates local gas pressure and predicted temperature rise at those critical points. This enables engineers to determine whether a trapped air region will result in severe burn marks or only minor cosmetic defects such as small gas bubbles.
- High-Accuracy Simulation Algorithms: Powered by advanced German engineering technology, Cadmould Flex can accurately simulate highly complex geometries such as cooling fans, smartphone housings, and automotive components — applications where intricate melt flow interactions frequently create air trap problems.
4. Frequently Asked Questions About Air Trap Defects
I already added venting channels, but the product still shows burn marks. Why?
The actual air trap location may not match the position of the venting channels, or the vents may be too shallow and become clogged during the molding process. Cadmould Flex helps engineers accurately identify the final melt flow convergence points, allowing venting channels to be positioned much more effectively.
Can Cadmould Flex simulate specialized engineering plastics?
Yes. The material database in Cadmould Flex contains data for tens of thousands of plastic materials from global suppliers, including glass-fiber reinforced plastics and high-temperature engineering resins — materials that typically generate significant gas during the melting process.
Does simulation software increase the overall design timeline?
On the contrary, simulation significantly shortens the total project timeline. Instead of spending 2–3 weeks modifying physical molds after failed trials, engineers can perform simulations and optimize designs within just a few hours on the computer. This greatly increases the likelihood that the mold will perform correctly from the very first production trial.
Air Trap defects are no longer an unsolvable challenge when manufacturers integrate simulation technology into their production workflow. With Cadmould Flex and the technical expertise of SDE Tech, businesses can fully control melt flow behavior, improve product quality, and maximize productivity in plastic injection molding operations. Do not let Air Traps become a barrier to your manufacturing growth. Contact SDE Tech today for expert consultation and a live demonstration of the Cadmould Flex solution.
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

