
 Tiếng Việt
Tiếng Việt 日本語
日本語 한국어
한국어
In injection molding, plastic warpage is one of the most common and costly defects. Warpage is not caused by a single factor—it is typically the result of uneven shrinkage, unbalanced cooling, non-optimized processing parameters, mold design issues, and material properties. In this article, SDE Tech will walk you through practical approaches to addressing warpage from a mold engineering perspective, while also introducing how Cadmould Flex helps predict warpage in advance—before incurring costly mold trials on the shop floor.

1. What Is Plastic Warpage?
Plastic warpage refers to the deformation of a molded part—such as bending, twisting, edge distortion, or dimensional deviation—after it is ejected from the mold. Warpage is typically described as an unwanted deformation caused by internal stresses, uneven shrinkage across different regions, and thermal imbalance during cooling.
One of the key challenges is that a part may appear acceptable immediately after ejection,but begins to deform minutes or even hours later. This indicates that warpage is not merely a geometric issue—it reflects underlying problems in flow behavior, packing, and cooling control.

2. Common Causes of Plastic Warpage
2.1 Non-Uniform Wall Thickness
Variations in wall thickness are one of the most common causes of warpage. When one region cools and shrinks faster than another, internal stresses develop and distort the part geometry.
2.2 Unbalanced Cooling
Uneven cooling creates temperature gradients across the part, leading to differential shrinkage. Studies show that warpage is strongly influenced by packing pressure, followed by mold temperature, melt temperature, and packing time. Thermal balance within the mold is therefore a critical factor in minimizing deformation.
2.3 Improper Packing Pressure and Time
If packing pressure is too low or packing time is insufficient, the material cannot compensate for shrinkage properly. Conversely, excessive packing can introduce residual stress, leading to deformation after cooling. This is why process parameters are often the first variables engineers optimize.
2.4 Suboptimal Gate, Runner, and Cooling Design
Gate location and runner design directly affect filling behavior, pressure distribution, and heat dissipation. If gate placement or cooling layout is unbalanced, warpage can occur even when material and machine conditions are stable.
2.5 Material Selection and Fiber Orientation
Different materials exhibit varying shrinkage behavior and sensitivity to fiber orientation—especially fiber-reinforced plastics. Material properties and orientation significantly influence internal stress and overall warpage.

3. Practical Approaches to Reducing Warpage
3.1 Standardize Wall Thickness
Maintaining uniform wall thickness is a fundamental principle. When thicker regions are necessary, features such as ribs or bosses should be carefully designed to avoid stress concentration points.
3.2 Balance the Cooling System
Cooling channels should be designed to minimize temperature differences across the mold. Thermal control is as important as process parameters—especially for thin-walled or asymmetrical parts.
3.3 Optimize Packing Pressure and Time
Research shows that packing pressure is often the most influential factor in warpage for thin-shell injection molding. Engineers should optimize packing pressure, packing time, and mold temperature together rather than adjusting a single parameter in isolation.
3.4 Optimize Gate Location and Flow Pattern
Poor gate placement can lead to uneven filling, pressure imbalance, and inconsistent material orientation. Simulation of filling behavior is an effective way to evaluate and correct flow imbalance.
3.5 Select Materials Based on Dimensional Stability
Not all materials offer the same shrinkage behavior or dimensional stability. For parts requiring high flatness or precision, selecting a more stable material is a critical step in reducing warpage.
3.6 Use Simulation Before Mold Trials
This is one of the most effective ways to save time and cost. Instead of correcting defects after mold trials, simulation allows engineers to predict warpage early and test multiple design scenarios virtually. Leading industry practices consider warpage simulation essential for reducing shrinkage, deformation, and mold rework costs.

4. How Does Cadmould Flex Help Solve Warpage Issues?
Cadmould Flex is a simulation software developed in Germany by SIMCON, offering several key capabilities:
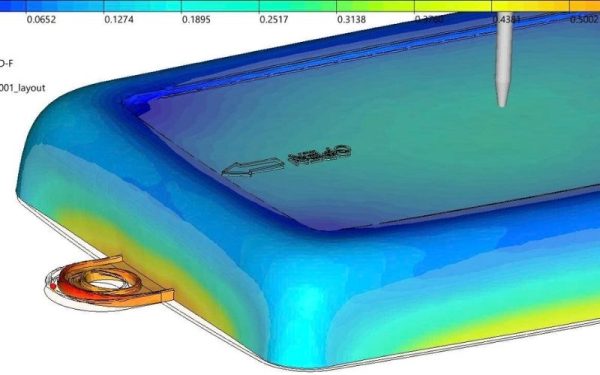
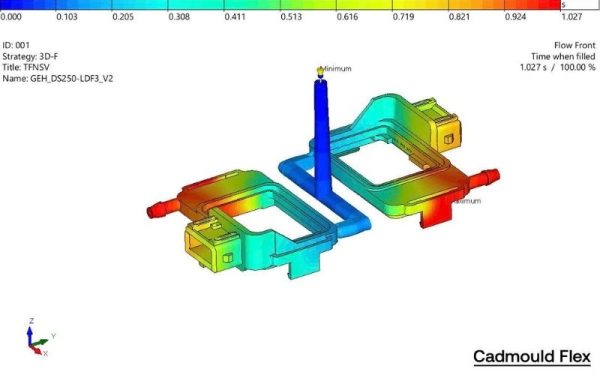
- Early prediction of shrinkage and warpage: Simulates the entire injection molding process—from filling and packing to cooling and deformation
- Warp & Unwarp modules: The Warp module predicts shrinkage and warpage, while Unwarp enables mold compensation to improve final dimensional accuracy
- Varimos AI for process optimization: Uses machine learning to analyze the impact of geometry and process parameters, identifying optimal settings without trial-and-error
- Fast simulation for early decision-making: Leverages multi-CPU processing and advanced 3D algorithms to accelerate simulation and reduce project timelines
5. Recommended Workflow for Warpage Reduction
Step 1: Identify the Root Cause
Determine whether warpage originates from design, mold, or process conditions. Avoid treating symptoms—focus on root causes.
Step 2: Use Simulation to Analyze the Problem
Cadmould Flex enables integrated simulation of filling, packing, cooling, and warpage. Engineers can identify stress concentration areas, uneven cooling zones, and evaluate design improvements.
Step 3: Optimize Parameters Systematically
Instead of adjusting parameters based on intuition, Varimos AI analyzes how each variable affects part quality—reducing trial-and-error.
Step 4: Apply Simulation Results to Mold Design
Simulation outputs (warpage prediction, compensation strategies, optimization results) can be directly applied to adjust gate design, cooling layout, geometry compensation, and machine settings.
6. Frequently Asked Questions
6.1 What are the main causes of plastic warpage?
Common causes include non-uniform wall thickness, uneven cooling, improper packing pressure, suboptimal gate design, and material shrinkage characteristics.
6.2 What is the fastest way to fix warpage?
Start by identifying the root cause through simulation or process analysis, then optimize wall thickness, cooling, packing, and gate placement systematically.
6.3 How does Varimos AI help reduce warpage?
Varimos AI analyzes the effects of geometry and process variables on warpage, shrinkage, stability, and cycle time—helping identify optimal solutions faster.
6.4 When should simulation be used?
Ideally during mold design or at the first trial stage. The earlier issues are identified, the lower the correction cost.
From leading technical studies and industry best practices, reducing plastic warpage is not about applying a single “machine adjustment trick,” but rather a systematic approach: controlling wall thickness, balancing cooling, optimizing packing conditions, selecting appropriate materials, and using simulation to diagnose root causes before mold manufacturing. Cadmould Flex is a highly effective tool for injection molding companies aiming to minimize warpage right from the design stage. Contact SDE Tech to find the solution best suited to your business:
- Website: sde.vn
- Email: sales@sde.vn
- Hotline/Zalo: 085 256 2615 – 0909 107 719

